Станок для производства саморезов цена
Содержание:
- Технология производства саморезов
- Выбор оптимального режима налогообложения
- Какими бывают саморезы?
- Какое оборудование нужно для производства саморезов
- Требования к помещению для производства саморезов
- Разработка схемы производства
- Организация бизнеса
- Необходимое оборудование
- Лучшие станки для производства саморезов
- О расходах и доходах
- Производство саморезов, как бизнес
- Холодновысадочное оборудование
Технология производства саморезов
Саморезы, как правило, изготавливаются из проволоки, изготовленной из низкоуглеродистой стали, однако могут применяться и другие жесткие и недорогие металлы, такие как нержавеющая сталь, латунь, никелевые сплавы или алюминиевые сплавы. Качество используемого для производства саморезов металла имеет первостепенное значение, чтобы избежать растрескивания. Также металл самореза может быть покрыт цинком, кадмием, никелем или хромом для дополнительной защиты.
Упрощенно процесс производства состоит из двух основных этапов: обработки заготовки и нарезки резьбы.

В процессе обработки заготовки проволока подается с катушки в машину, которая обеспечивает предварительное натяжение. Выпрямленная проволока поступает непосредственно в машину, которая автоматически разрезает провод на заданную длину. Далее штамп нарезает шляпку заготовки винта. Станок для нарезки шляпки использует либо открытую, либо закрытую матрицу. Закрытая (или сплошная) матрица создает более точную заготовку. В зависимости от производительности станка, производится от 100 до 550 заготовок в минуту.
Нарезка резьбы начинается после подготовки заготовки. Винтовые заготовки автоматически подаются на резьбовые штампы из вибрирующего бункера. Бункер направляет заготовки винтов вниз на желоб к штампам, и при этом устанавливая их в правильном положении.
На третьем этапе заготовку нарезают с использованием различных способов. В матрице для нарезания резьбы используются две плоские матрицы. Один штамп неподвижен, а другой движется, а заготовка винта прокатывается между ними. В случае, если используется бесцентровая цилиндрическая матрица, заготовка винта прокатывается между несколькими круглыми матрицами, чтобы нарезать законченную резьбу. Еще одним методом прокатки резьбы является использование круговой вращающейся головки. В этом случае станок удерживает зажимную заготовку неподвижно, а несколько резцов вырезают в заготовке резьбу.
При необходимости на саморез наносят гальваническое покрытие или производят термическую обработку.
Выбор оптимального режима налогообложения
В общероссийском классификаторе экономических видов деятельности бизнес по производству саморезов имеет код 25.94 ОКВЭД 2. Это значит, что вы можете работать и платить в бюджет часть заработанных денег по упрощенной системе налогообложения. В данном случае можно отчислять в государственную казну 6% от общего оборота или 15% от разницы между валовым доходом и расходами. В последнем случае, у вас должны быть все документы, подтверждающие затраты фирмы.
Предпринимателям, которые планируют организовать работу большого завода, ориентируясь не только на внутренний рынок, но и на покупателей заграницей, лучше всего работать на общем режиме налогообложения. Для этого придется нанимать 1-2 бухгалтеров, но для серьезного предприятия, это вполне нормальная практика.
Вы размышляете над тем, куда лучше сделать вложения и какой бизнес начать? Смотрите наши бесплатные курсы по инвестициям и заработку. Возможно, они помогут выбрать вам правильный путь или подскажут новую идею для заработка.
Смотрите так же несколько подобных премиум бизнес-планов:
- Бизнес план мебельного производства
- Бизнес план производства пеллет
- Бизнес план кирпичного завода
- Бизнес план производства тротуарной плитки
- Бизнес план производства шлакоблоков
- Бизнес план производства искусственного камня
Какими бывают саморезы?
Основное назначение строительного расходного материала ясно из самого названия – при помощи нарезной основы пробивать дерево/метал и соединять в единое целое элементы конструкции. Из-за широкого распространения саморезов разобраться в их разновидностях может быть непросто даже профильному специалисту.
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму.
Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно.
Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины.
Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП
Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Шестигранный саморез.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу.
Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Какое оборудование нужно для производства саморезов
Станки для производства саморезов производятся различными производителями. Как правило, это станки производства Китая и Тайваня. На рынке также предлагается оборудование российских и украинских производителей. Наиболее популярными среди покупателей оборудования являются станки китайского производства. При наименьшей в своей нише цене, они обладают сравнительно неплохом качеством. Станки производства Тайваня, как правило, несколько дороже и отличаются лучшим качеством.

Обратите внимание, что в договор поставки оборудования должны быть включены услуги по пуско-наладке оборудования, в связи с тем, что первоначальная настройка оборудования может представлять определенную сложность. В дальнейшем, после осуществления первоначальной настройки, управление подобной производственной линией и ее перенастройка на выпуск различных видов продукции является достаточно несложной и доступна любому специалисту после прохождения минимального обучения.. Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии
Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих. Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии. Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих
Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбрать оборудование вам помогут образцы изделий, производимых на данном оборудовании
Обратите внимание на следующие особенности саморезов, которые помогут вам выбрать оборудование, производящее качественную продукцию:
одинаковый цвет изделий, который свидетельствует о качественной промышленной обработке изделия и наличии одинаковых прочностных показателей;
саморез не должен иметь заусенец или неровностей;
шаг резьбы должен быть одинаковым;
обратите внимание на возможность нанесения маркировки на сам саморез, так как это считается признаком более качественного изделия.
Стоимость оборудования в основном зависит от степени автоматизации и производительности оборудования. Основу производственной линии для производства саморезов включает в себя холодновысадочный и резьбонакатный станок.
Стоимость мини-станка для производства саморезов составляет около 200 тысяч рублей. При этом производительность такого станка составляет до 55 штук в минуту.
Стоимость более производительного оборудования начинается с 1,8 миллионов рублей. Подобная линия позволит производить около 150 саморезов в минуту. Обслуживается она, как правило, одним оператором и одним подсобным рабочим. Целесообразно сразу закупить необходимые расходные материалы – пробойники и стержни, в среднем, они работают несколько смен. Прессформы эксплуатируются в течение нескольких лет.

Дополнительно необходимо учесть стоимость пуско-наладочных работ и доставки. Таким образом, учитывая стоимость оборудования, его доставки, пуско-наладки и необходимой оснастки, итоговая стоимость приобретения оборудования составит около 2,2 миллионов рублей.
В некоторых случаях применяется дополнительная гальванизация готовых изделий. Процесс гальванизации необходим для защиты от коррозии, повышения износостойкости и электроизоляционных свойств основного покрытия на черных и цветных металлах, путем создания на поверхности изделия защитной пленки. Стоимость оборудования для гальванизации составляет от 100 тысяч рублей.
Требования к помещению для производства саморезов
Для производства саморезов достаточно небольшого помещения с площадью 50-70 м2. Следует соблюдать основные требования, которые предъявляются к подобным помещениям. Прежде всего следует учесть, что объем производственного помещения должен составлять не менее 13м3 и не менее 4м2 на одного работающего. Высота помещений рассчитывается исходя из габаритов оборудования, в нашем случае оборудование не является крупногабаритным, однако регламентируемая высота потолков должна составлять не менее 3,2 м.
Нежелательно располагать цех для производства саморезов в подвальном или полуподвальном помещении, это может вызвать вопросы у контролирующих органов
Обратите внимание на необходимость достаточного освещения и вентиляции для производственных помещений.. Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими
С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.
Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими. С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.
Конечно, на практике все указанные требования не всегда соблюдаются, но в случае получения вашим работником производственной травмы, будьте уверены, что все указанные параметры будут проверены и если будет доказано несоответствие производственного помещения необходимым параметрам, то к уголовной ответственности вас привлекут.
Вы можете арендовать или построить необходимое помещение. На наш взгляд, начиная любой бизнес, лучше минимизировать вложения в него, что снизит финансовые риски при возникновении неблагоприятной конъюнктуры рынка. Поэтому на начальном этапе лучше все-таки арендовать производственное помещение.
Средняя арендная плата за съем производственных помещений в России, руб.*
|
ПОМЕЩЕНИЯ 50-60 КВ. М |
ПОМЕЩЕНИЯ 70-80 КВ. М. |
|---|---|
|
22 284 |
25 326 |
*по данным анализа объявлений Avito на 12.09.2018
Однако, если вы имеете необходимые денежные средства, можно и построить собственное помещение цеха. Для производства саморезов производственное помещение проще всего соорудить из сэндвич-панелей. Обеспечивая достаточно низкие показатели тепловых потерь, такие сооружения отличаются низкой стоимостью и малыми сроками монтажа. Стоимость такого сооружения начинается от 900 – 1200 рублей за квадратный метр. Собирается здание в течение нескольких дней.
Обратите внимание на такой немаловажный момент, как наличие коммуникаций на участке для возведения зданий. Если само здание можно собрать в течение нескольких дней, то процесс подключения коммуникаций займет несколько месяцев
Особенно долог процесс подключения природного газа, который может быть использован как для отопления, так и для некоторых стадий производственного процесса при производстве саморезов. Такое подключение может занять у вас не менее шести месяцев и потребует несколько сотен тысяч рублей, даже если газовая труба проходит в непосредственной близости от возводимого производственного помещения.
Разработка схемы производства
Непосвященным кажется, что достаточно приобрести станок, способный выпускать определенный вид товара, а дальше все пойдет само. На самом деле потребуется прорабатывать технологию, обосновывать режимы и уточнять реальную выработку.
Имея чертеж будущего здания для производства, начинают прорабатывать особенности каждого подразделения.
В складах для сырья потребуется продумать, как и где доставленный товар будет храниться.
- Для изготовления метизов чаще всего используется проволока.
- Ее хранят в бухтах.
- Масса каждой бухты может достигать нескольких сотен килограммов.
- Поднимать и перемещать придется с помощью вспомогательных видов подъемно-транспортного оборудования.
- При хранении потребуется предотвращать поступление влаги внутрь помещения, иначе проволока быстро заржавеет и станет непригодной к использованию.
Поэтому на схемах указывают часть требований к складу сырья.
- Производство предполагает наличие не только самого станка, а также размотчика.
- Бухты устанавливают на размотчик, он позволяет осуществлять равномерную подачу на станок.
Для выпрямления скрученной в бухты проволоки используют специальные роликовые системы для выпрямления заготовок. О них производители оборудования говорят в последнюю очередь, полагая, что потребитель для начала должен приобрести станок. Но без систем выправления невозможно производить качественный продукт.
Многие могли встречать на практике саморезы или гвозди, имеющие определенные искривления. Подобное возникает в тех случаях, когда технология производства не продумана до конца. Отсутствует важный элемент, о котором не знали.
Организация бизнеса
Рынок сбыта саморезов огромен, учитывая, что они продаются даже в супермаркетах. При этом у предприятия есть достаточно много преимуществ по сравнению с другими идеями:
- Не требуется специальной разрешительной документации. К качеству продукции не предъявляется слишком строгих требований.
- Предприятие не требовательно к оборудованию, наличию свободного места. Его можно открыть даже самостоятельно с минимальным стартовым капиталом.
- На рынке нет знаменитых брэндов саморезов. Каждый новый производитель может с меньшими сложностями занять свою нишу и реализовать продукцию.
- Для запуска линии требуется минимальное обучение. Нет смысла нанимать высококвалифицированный персонал с высокой заработной платой.
Основными потребителями продукции станут хозяйственные магазины, строительные гипермаркеты, а также производители окон, мебели, натяжных потолков и прочего. Надежные крепежные элементы необходимы повсеместно.
Регистрация и запуск завода
Учитывая, что закупка оборудования за рубежом может занять несколько месяцев на доставку техники и сопутствующих деталей, то проще открыть цех с использованием отечественных моделей. Если оборудовать полную китайскую линию производства для старта потребуются:
| Наименование | Стоимость, руб. |
|---|---|
| Холодновысадочный станок Rhs-M8 | 900000 |
| Резьбонакатной станок RH-60 | 950000 |
| Печь цементации (закалки) CMP-50 | 950000 |
| 2 прессформы | 72000 |
| 100 пробойников | 78000 |
| 100 стержней | 78000 |
| Итого | 3028000 |
Дополнительно возможные машины:
| Наименование | Стоимость, руб. |
|---|---|
| Гальваническая линия Tongda | 300000 |
| Станок формирования сверла RG-120 (нужен для саморезов по металлу со сверлом на конце) | 3700000 |
Уменьшить расходы можно с использованием б/у оборудования. Но в этом случае лучше заручиться помощью знающего человека, чтобы не столкнуться с проблемами в эксплуатации. Непосредственно для размещения «покупок», запаса расходных материалов и готовой продукции достаточно помещения 50-70 м2. Достаточная высота потолков – 3,5 м. Арендная плата составит около 30000 р. в месяц. Также понадобится косметический ремонт. Так необходимый стартовый капитал:
| Наименование | Стоимость, р. |
|---|---|
| Оборудование | 3028000 |
| Доставка, монтаж, наладка линии | 400000 |
| Аренда и ремонт | 330000 |
| Оформление документации | 10000 |
| Итого | 3768000 |
Ежемесячные расходы
Основной материал для создания метизов – стальная проволока по ГОСТ 5663-79. Согласно техническим характеристикам это сталь 10-20 группы осадки 66. Она практически полностью переводится в готовую продукцию. Потери составляют всего 10%.
Для удобства расчетов допустим, что линия изготавливает черные саморезы по дереву 3,5х25 по 300 шт./мин. Согласно стандартам вес одного составляет 1,4 г. При условии 8-часового графика и 22 рабочих дней будет произведено: 300х60х8х22=3168000 самореза или 4435,2 кг. Соответственно будет израсходовано проволоки с учетом потерь 4928 кг. Среднерыночная стоимость 1 кг – 47 руб.
Еще одна статья расходов – оплата труда 2 разнорабочих для управления линией и складских работ. При условии, что предприниматель самостоятельно занимается поиском поставщиков материалов и реализацией продукции, ведет бухгалтерию, фонд оплаты труда составит 20000х2=40000 р. С учетом трат на рекламу, коммунальные услуги и непредвиденные расходы ежемесячные затраты на производство составят:
| Наименование | Стоимость, р. |
|---|---|
| Сырье | 231616 |
| ФОТ | 40000 |
| Аренда помещения | 30000 |
| Коммунальные платежи | 10000 |
| 10000 | |
| Непредвиденные расходы | 10000 |
| Итого | 331616 |
Доход и прибыль
При среднерыночной стоимости саморезов 300 р./кг и 70% реализации продукции в месяц выручка производства составит:
| Произведено саморезов, кг | 4435,2 |
| Текущие затраты, р. | 331616 |
| Себестоимость 1 кг, р. | 74,8 |
| Среднерыночная стоимость, р. | 300 |
| Доход за месяц (реализация 70%), р. | 931396 |
| Прибыль до выплаты налога, р. | 599780 |
| Налог (УСН 15%), р. | 89967 |
| Чистая прибыль, р. | 509813 |
Стартовые вложения условно окупятся от 8 месяцев. Однако на начальном этапе, пока не налажены каналы сбыта реализация вряд ли превысит порог 50%. Поэтому действительный срок окупаемости ближе от 1-1,5 годам.
Также необходимо учитывать, что ассортимент саморезов на рынке огромен и неоднороден. Разная продукция пользуется различным спросом. Поэтому для более успешного старта продаж необходим тщательный анализ рынка на спрос и наличие конкурентов в регионе.
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.
Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства
Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы
Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
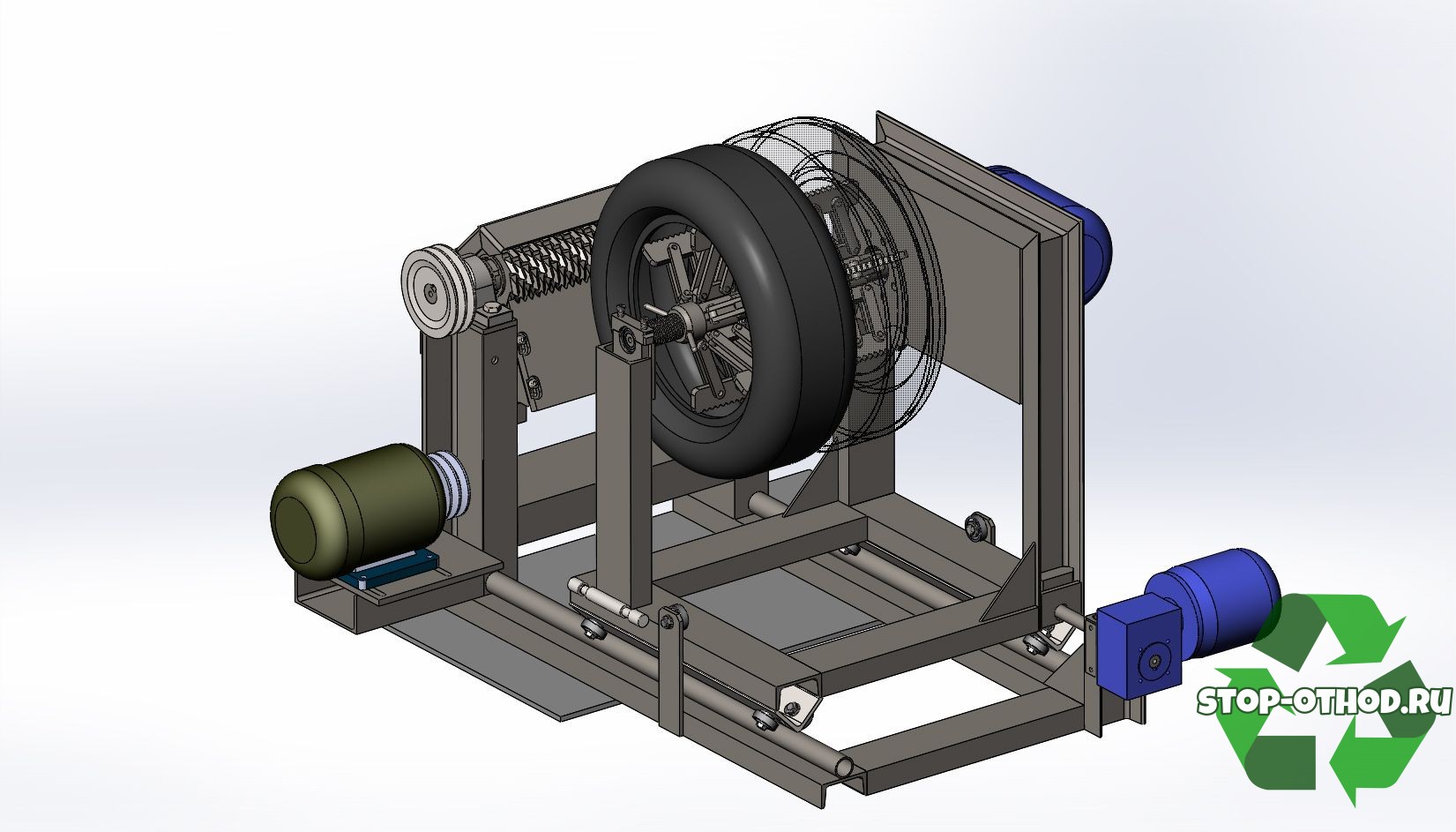
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.
Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.
За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины. Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
http://businessideas.com.ua/business-ideas/stanok-dlya-proizvodstva-samorezovhttp://rushbiz.ru/upravlenie-biznesom/oborudovanie-dlya-biznesa/biznes-po-proizvodstvu-samorezov.htmlhttp://promzn.ru/stanki-i-oborudovanie/dlya-proizvodstva-samorezov.htmlhttp://biznesvsele.ru/proizvodstvo/proizvodstvo-samorezov.htmlhttp://stankiexpert.ru/stanki/kuznechnye-stanki/oborudovanie-dlya-proizvodstva-samorezov.html
Лучшие станки для производства саморезов
Изготовлением станков занимаются отечественные и зарубежные компании. Модели отличаются друг от друга техническими характеристиками, что в свою очередь влияет на производительность и цену аппарата.
Самые простые автоматы выпускают около 60 деталей в минуту, а более совершенные до 250 шт/мин. Подобные моменты могут сильно влиять на период окупаемости оборудования.
Некоторые модели можно настроить на выпуск других изделий, в будущем это поможет расширить ассортиментный ряд, не тратя деньги на закупку дополнительных машин.
Лидерами на рынке по производству станков для крепежных изделий можно назвать:
- тайваньские компании LianTeng и FOB;
- в Китае – это Candid и INNOR;
- представитель украинского рынка – КУПРА;
- российский производитель ООО «Самстал».
Экономически выгодно покупать оборудование в указанных выше странах, всегда можно скомбинировать производственную линию, используя станки от нескольких производителей.
Что касается стоимости, то здесь нужно исходить из запросов предпринимателей. Если речь идет о небольшом предприятии и новом оборудовании, то по оценкам профессионалов, на начальном этапе на закупку уйдет не менее 700 000 рублей.
В среднем, если допускать покупку станков от бывших в употреблении до новых и многофункциональных вариантов, то разбег будет ориентировочно от 300 тысяч до 2 млн рублей.
Бюджетная линия
О расходах и доходах
Статьи бизнес-плана (расходы/доходы) будут зависеть от многих параметров. Вот примеры основных из них.
Постоянные и переменные затраты/издержки открытия мини-завода саморезов:
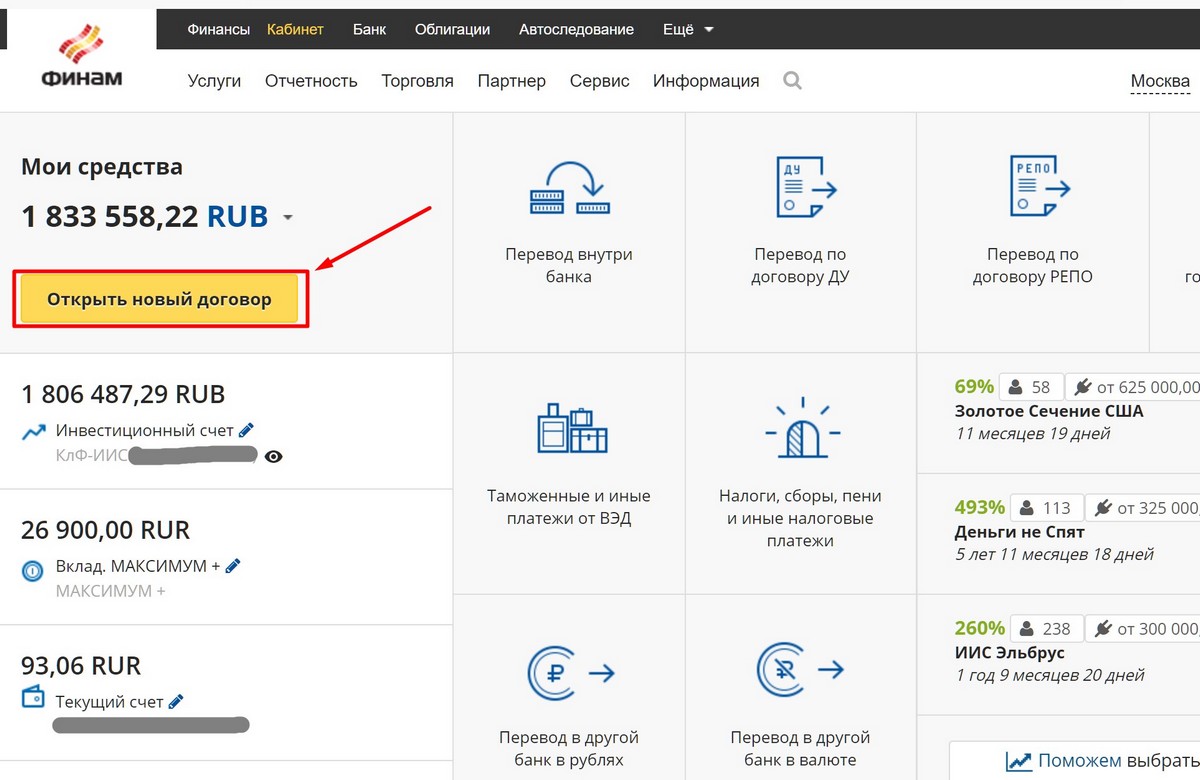
- регистрация ИП в государственных органах, накладные расходы, включая расходы на открытие расчетного счета в банке – 3000 рублей;
- организация цехового помещения: косметический, возможно, капитальный ремонт, настройка коммуникаций, вентиляции – можно уложиться в 500 000 рублей;
Оборудование для производства лучше подбирать с знающими людьми, посмотреть существующие мини производства. Для наших расчетов примем, что стоимость необходимого оборудования с учетом доставки и монтажа составляет 3 000 000 рублей. Для минимизации расходов можно посмотреть б/у оборудование.
|
Итого |
|
|
год |
|
|
Покупка оборудования |
3000000 |
|
Ремонт |
500000 |
|
Оборотные средства |
878090 |
|
Организационные расходы |
3000 |
|
Всего расходов |
4381090 |
Саморезы бывают по длине от 11 до 200 мм. Самые популярные по цвету – черные. Рассмотрим производство черных саморезов по дереву 3,5*16. Подходящим материалом для производства будет проволока по ГОСТ 5663-79, сталь 10-20 группы осадки 66. В расходах необходимо учесть потерю проволоки до 10% при производстве.
Примем, что максимальный объем производства – 150 изделий в минуту. Тогда при 8-ми часовом рабочем дне будет произведено 8*60*150*1,2/1000=86,4 килограмм саморезов. 1,2 грамм – вес одного самореза. Выручка от продажи поступает с задержкой 1 месяц, первые 3-4 месяца работы удается заключить договоры на поставку саморезов только на 50% от планируемого производства, потом выход на плановый объем.
|
Итого |
Итого |
|
|
1 год |
2 год |
|
|
Выручка от продажи саморезов |
3991680 |
6842880 |
|
Всего выручка |
3991680 |
6842880 |
Расчетные цифры переменных и постоянных расходов.
|
Итого |
Итого |
|
|
1 год |
2 год |
|
|
Постоянные расходы |
||
|
Заработная плата |
530000 |
600000 |
|
Налоги ФОТ |
159000 |
180000 |
|
Арендная плата |
1100000 |
1200000 |
|
Амортизация |
3500000 |
|
|
Услуги бухгалтера |
70000 |
84000 |
|
Переменные расходы |
||
|
Материалы для саморезов |
1598478 |
1918173 |
|
Прочие материалы |
213840 |
342144 |
|
Коммунальные расходы |
211200 |
230400 |
|
Транспорт |
60000 |
72000 |
|
50000 |
60000 |
|
|
Страховые ИП |
80094 |
118110 |
|
Прочие переменные расходы |
100000 |
120000 |
|
Всего затрат |
7672611 |
4924827 |
На основе имеющихся данных сделаем расчет чистой прибыли от реализации саморезов.
|
Итого |
Итого |
|
|
1 год |
2 год |
|
|
Выручка предприятия |
3991680 |
6842880 |
|
Себестоимость производства |
7672611 |
4924827 |
|
Валовая прибыль |
-3680931 |
1918053 |
|
Проценты по кредиту |
||
|
Прибыль до налогообложения |
-3680931 |
1918053 |
|
Налоги |
39917 |
134264 |
|
Чистая прибыль |
-3720848 |
1783789 |
|
Чистая прибыль с нарастающим итогом |
-3720848 |
-1937059 |
Горизонт планирования нашего бизнеса – 2 года. Окупаемость 33 месяца. По мере роста производительности труда, увеличения сбыта продукта себестоимость товаров начнет снижаться. Он станет более привлекательным для клиентов. Доход пойдет в гору.
Удачи в бизнесе!
Производство саморезов, как бизнес
Данный тип деятельности принято относить к вариантам «гаражного» производства, так как для начала изготовления достаточно закупиться парой станков и добыть минимальный объем сырья.
Высокий спрос на продукт производства присутствует в любом населенном пункте. В реалиях 2019 года обойтись без саморезов даже при незначительных строительных работах попросту нереально. В особенности это касается сел и поселков городского типа, где на них держится львиная доля конструкций из древесины.
В чем преимущества бизнеса для ИП:
- Саморез – неприхотливый продукт строительства. Хранить подобный расходный материал можно на протяжении огромного количества лет. Главное – правильно размещать склады, то бишь в помещениях с низким процентом влажности.
- Производство саморезов происходит в оптовых масштабах, так как 99% закупщиков являются именно таковыми.
- Легкость в реализации. Чтобы наладить постоянные каналы сбыта, будет достаточно договоров по сотрудничеству с 2-3 строительными магазинами.
- Для производства не нужны громадные площади. Можно организовать даже «гаражный» вариант изготовления, собрав линию из станков самостоятельно.
- Благодаря простой технологии изготовления заниматься производством саморезов может даже один человек (при условии наличия автоматических станков).
- Сырье для производства легко достать + его стоимость весьма демократична.
Чтобы выбрать качественные станки для линии производства, необходимо изучить все аспекты как самой продукции, так и ее технологии изготовления. Этими вопросами мы с вами далее и займемся.
Холодновысадочное оборудование
Если же отказываться от волочения (например, по причине недостатка производственной площади или отсутствия резерва электрической мощности), то выбор однозначно стоит сделать в пользу двухпозиционных двухударных автоматов, где существует технологическая возможность изменить диаметр высаживаемого стержня.
В первом случае подходящими типоразмерами оборудования будут (см. таблицу):
| Модель | Диаметр
исходной заготовки, мм |
Длина заготовки, мм | Число
ходов, мин-1 |
Габаритные
размеры в плане(длина× ширина), мм |
Мощность
эл. двигателя, кВт |
Ориентиров.
цена USAD |
Компания-производитель |
| YH2076 | 6 | 76 | 120 | 1850×1300 | 1,2 л.с. | 22000 | Тайвань |
| YH1564 | 5 | 64 | 160 | 1850×1300 | 1 л.с. | 13500 | Тайвань |
| АО1216 | 6 | 70 | 125 | 2435×1200 | 4,1 | 15500 | ПАО «Катран», Овидиополь, Украина |
В качестве двухударных двухпозиционных автоматов можно принять оборудование, производимое итальянской фирмой SIMA. Автомат Р5 имеет следующие технические характеристики:
- Диаметр исходной заготовки, мм – до 5;
- Длина резьбовой части (наибольшая), мм – 55;
- Производительность, мин-1 – 100;
- Мощность привода, кВт – 2.2;
- Габариты автомат в плане, мм — 1800×1000.
Независимо от производителя, холодновысадочные автоматы имеют схожую компоновку и принцип работы. Он заключается в следующем. Подготовленная заготовка устанавливается на разматывающее устройство и подаётся в приёмное отверстие отрезной матрицы, для того, чтобы выставить регулируемый упор на нужную длину заготовки.
Видео — как работает холодновысадочный автомат производства Одесского завода по выпуску кузнечно-прессовых автоматов:
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости матрицы, после чего цикл высадки повторяется.
В отличие от однопозиционного автомата, оборудование фирмы SIMA снабжено дополнительным механизмом перемещения полуфабриката на вторую позицию высадки, где возможно редуцирование (уменьшение диаметра) стержневой части. Вместо блока пуансонных салазок (на котором размещаются оба пуансона), в автомате Р5 каждый пуансон установлен в своём инструментальном гнезде.