Виды производственных процессов. классификация
Содержание:
- Определение и характеристика
- Принципы, используемые при планировании
- Часто встречающиеся ошибки
- Основы и понятия
- Что такое производственный цикл
- Продажа и получение прибыли
- Производственная структура предприятия. Пример (ремонтное предприятие)
- Пример удачного внедрения бизнес-процессов
- Средства выполнения технологических процессов
- Виды техпроцессов
- Формы организации производства
- Основные стадии
- ВЫВОДЫ И РЕКОМЕНДАЦИИ
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
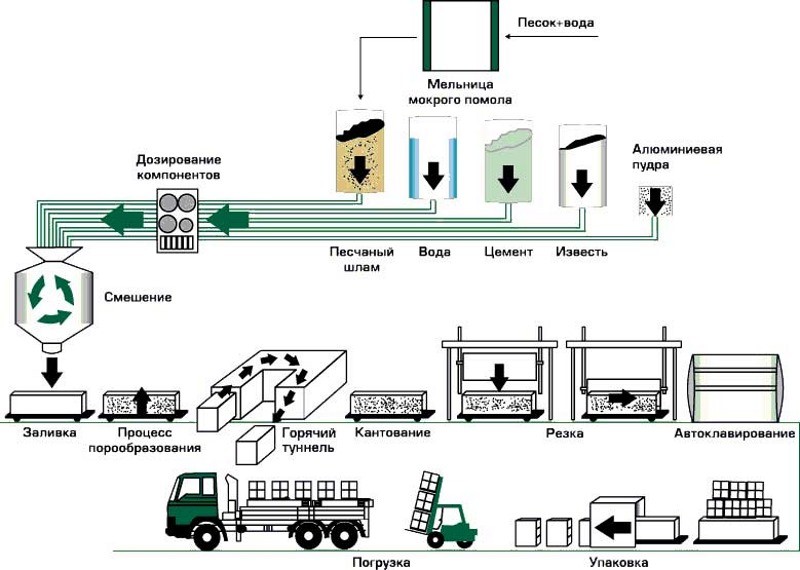
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
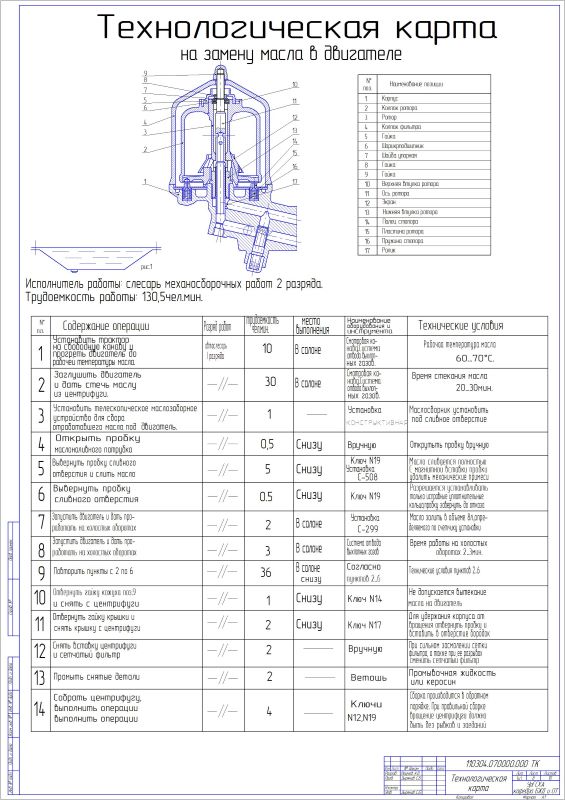
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
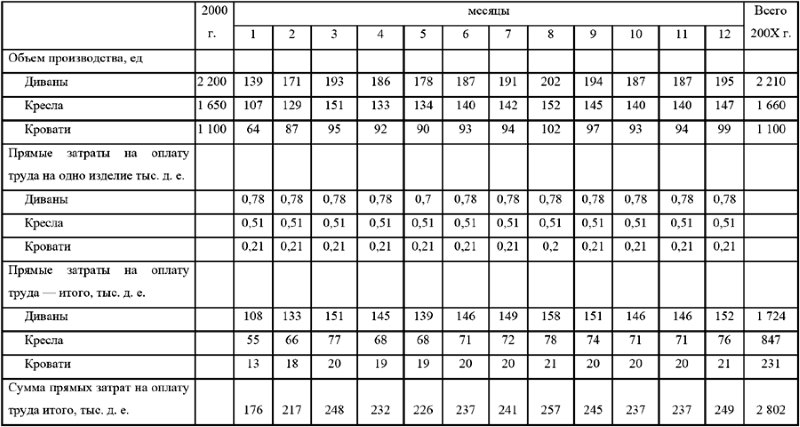
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Принципы, используемые при планировании
При составлении ПП необходимо руководствоваться такими принципами, как:
- Непрерывность планирования: план актуален на протяжении всего срока производства.
- План требуется при исполнении любой из форм деятельности компании.
- Принцип единства: ПП должен быть системным, учитывающим взаимосвязи между трудовыми процессами.
- Принцип экономичности: ПП должен быть таким, чтобы получать максимальные результаты при минимальных затратах.
- ПП должен быть гибким. То есть его можно изменить, если того потребуют обстоятельства.
- Точность плана должна быть достаточна для исполнения поставленных целей.
- В рамках ПП все филиалы компании являются взаимосвязанными.
При составлении плана нужно помнить также о принципе ориентирования на результат.
Часто встречающиеся ошибки
Самые распространённые ошибки при составлении такого документа — неправильный учёт расхода материалов, некорректная оценка мощности оборудования, завышенное ожидание спроса. Эти неточности пагубно отражаются на содержании документа: он меньше связан с реальностью. Неверная стратегия развития, выстроенная на ошибочных расчётах неизбежно приведёт к банкротству.
При планировании крайне важно учитывать вероятность внезапных обстоятельств: поломки оборудования, крупного частного заказа или срыв поставки сырья. У предприятия должны быть предусмотрены меры на каждый такой случай
Разумнее первоначально заложить более низкие показатели, не на пределе возможностей оборудования, а при успехах их немного повышать.
Основы и понятия
Производственным процессом именуют упорядоченный в пространстве и времени комплекс трудовых операций и природных явлений, приводящий к преобразованию сырья в продукцию с заданными параметрами.
Их осуществляют по конкретным методикам, которые называют технологиями. Это способы последовательного преобразования свойств, состояния, формы, размеров и прочих параметров исходных материалов для получения конечного изделия. То есть технологии включают конкретные последовательности операций.
Под технологическими операциями понимают этапы процесса, осуществляемые на одном рабочем месте.
То есть существует еще один термин – технологический процесс. Он представлен стадией производственного, состоящей в определении или преобразовании состояния объекта труда.
Для производственного процесса к определяющим относят такие факторы, как целесообразная деятельность, ее предметы и средства. Совокупность рабочих мест представляет его базу. Предметы труда определяются выпускаемой продукцией.
Для обеспечения наибольшей эффективности производства необходима рациональная его организация, которая основана на ряде принципов:
- Во-первых, необходимо соответствие производительности всех подразделений во избежание перегрузки и недозагрузки на различных участках.
- Во-вторых, этапы производства общей партии продукции выполняют одновременно.
- В-третьих, промышленная эффективность зависит от рациональной временной организации, предполагающей минимальные перерывы в производственном процессе.
- В-четвертых, необходима разработка кратчайшей производственной последовательности.
- В-пятых, на каждом участке и на предприятии, в целом, обеспечивают равный либо равномерно возрастающий объем выпуска в зависимости от плана.
- В-шестых, аналогичное разделение осуществляют временно в зависимости от трудоемкости.
- В-шестых, на случаи обновления перечня продукции предусматривают скорейшую смену производственных технологий.
- В-седьмых, существует предел дифференциации общего процесса.
- В-восьмых, с совершенствованием оборудования повышаются сложность и объем производственных операций.
- В-девятых, целесообразна специализация сотрудников, однако для взаимозаменяемости уместно освоение смежных профессий.
- В-десятых, компетентность управления определяется в значительной степени достоверной оценкой, определяемой информационно-технологическим потенциалом.
Что такое производственный цикл
Производственный цикл – это период полноценного оборота средств, которые нужны для обслуживания работы предприятия. Начало цикла – это приход сырья и материалов, его завершение – это отгрузка продукции. То есть ПЦ – это продолжительность времени, нужная для полного изготовления товара. Результат производственного цикла – это получение готового изделия. Определение длительности ПЦ обеспечивает установление затрат времени на производство товара. Измеряется он в сутках, часах и минутах. Рассматриваемый показатель нужен в следующих случаях:
- Подтверждение правильности определения программы изготовления товаров.
- Формирование графика движения объектов на протяжении изготовления (логистика).
- Установление масштабов незавершенного производства.
- Определение размера оборотных средств.
Производственный цикл необходим при внутреннем планировании в компании. Главная задача проведения расчетов – предельное уменьшение длительности ПЦ. Нужно это для достижения следующих целей:
- Уменьшение объема использующихся оборотных средств.
- Сокращение продолжительности оборота средств.
- Сокращение площадей складов, на которых хранятся объекты незавершенного производства, сырье.
- Повышение качества эксплуатации базовых фондов.
- Сокращение себестоимости товара.
Сокращение производственного цикла необходимо для экономии ресурсов компании. В дальнейшем это поможет увеличить прибыль: себестоимость продукции уменьшается, а продажи увеличиваются.
Как учитывается незавершенное производство при длительном, а также непрерывном производственных циклах у предприятия?
Продажа и получение прибыли
Готовую продукцию реализуют — либо продают в магазине, либо поставляют заказчику, в результате чего предприятие получает выручку от реализации.
Стоимость продажи одного стула — 24 000,00 руб. Совокупные издержки на изготовление этого изделия составили 19 364,60 руб. Прибыль от продажи стула — 4635,40 руб.
Чтобы оценить интенсивность и эффективность производства, рассчитывают показатели рентабельности.
Рентабельность продукции (ROM) — это отношение прибыли к полной себестоимости. Показывает, сколько получено прибыли на 1 руб. текущих затрат:
ROM = (Прибыль / Себестоимость) × 100 %.
Рентабельность продаж (NPM) — отношение прибыли к выручке. Этот показатель характеризует степень прибыльности работы предприятия и правильность установления цены продажи, отражая долю прибыли в выручке от продажи. Рентабельность продаж показывает, сколько прибыли имеет предприятие с 1 руб. продажи:
NPM = (Прибыль / Выручка) × 100 %.
Рассчитаем эти показатели для ООО «Альфа»:
ROM = (4635,40 / 19 364,60) × 100% = 23,94 %;
NPM = (4635,40 / 24 000,00) × 100 % = 19,31 %.
Как такового нормативного значения для показателей рентабельности не существует. Принято считать, что чем более высокие показатели рентабельности у предприятия, тем более эффективно оно осуществляет свою финансово-хозяйственную деятельность и тем правильнее оно выбирает стратегию ценообразования. Некоторые источники отмечают, что значение показателей рентабельности не должны падать ниже значения 5 %.
Производственная структура предприятия. Пример (ремонтное предприятие)
Структура любого ремонтного предприятия включает стандартные виды подразделений, которые описаны выше. К ним относят:
- Основные – разборочно-моечные, ремонтные, сборочные. Например: разборочный цех, где есть участок приемки, мойки, разборки. На малых безцеховых предприятиях – участок по ремонту машинного оборудования с отделением по ремонту НКО, насосов и компрессоров.
- Вспомогательные – включающие инструментальный, гальванический и др. хозяйства.
- Обслуживающие – подразумевают подъемно-транспортное, материально-складское обслуживание, наличие участков комплектования, технологической подгонки.
Доминирующее значение при создании структуры любого предприятия имеет организация должного уровня обслуживания основного производства.
Пример удачного внедрения бизнес-процессов
Ниже приведены примеры того, как создание и внедрение бизнес-процессов позволяет оптимизировать работу коллектива.
Предположим, на предприятии в отделе продаж трудится восемь человек. Их задача – реализовывать товар. Они самостоятельно распределяют свое рабочее время между телефонными переговорами в офисе и выходом в поля. Проблема обозначилась в том, что менеджеры жаловались на чрезмерную перегруженность, а уровень продаж, между тем, был низок и отставал от средних рыночных показателей. Кроме того, уволенные сотрудники «перетаскивали» за собой клиентов в другие фирмы. Руководство изучило обстановку и, с целью повышения эффективности работы, приняло решение о внедрении следующих мер:
- Всех менеджеров поделили на две группы, двоих оставили в офисе, а шестерых назначили на полевые работы.
- Для каждой из групп создали бизнес-процессы, с описанием требуемых стандартов по общению с клиентами: • для тех, кто работает в офисе – скрипты телефонных переговоров, готовые алгоритмы взаимодействия, бизнес-процессы, касающиеся оформления и движения документации;
• для тех, кто выходит в поля – своя территория у каждого, план встреч, стандартные схемы взаимодействия с заказчиками.
- Назначили Старшего менеджера (новая сформированная должность). Поставили ему задачу – отслеживать работу менеджеров в полях, не допускать нарушения ими принятых стандартов.

В результате внедренных преобразований объемы продаж за полгода возросли вдвое.
Средства выполнения технологических процессов
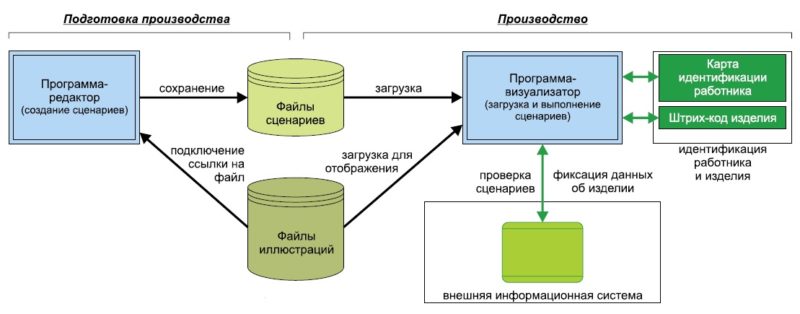
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
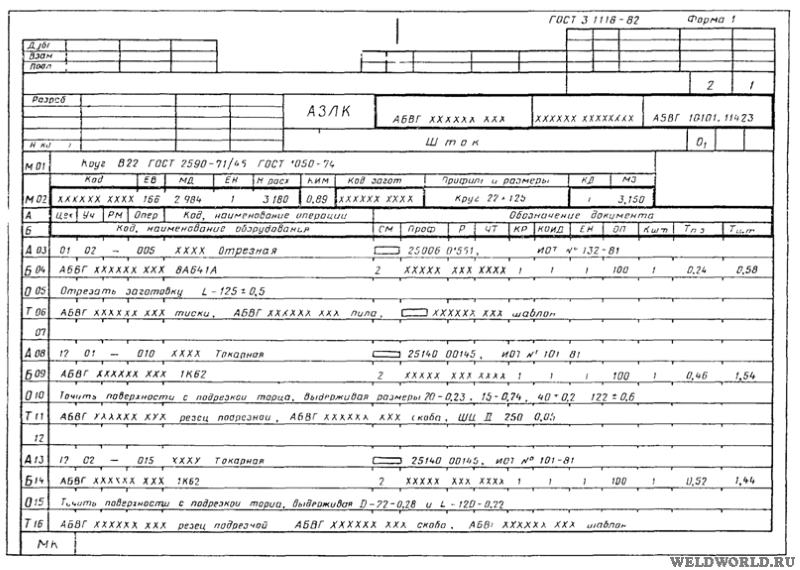
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Формы организации производства
Продуктивную работу предприятия обеспечивает правильная организация пр-ва. Эта деятельность осуществляется на всех уровнях управления согласно той либо иной ее форме, соответствующей конкретному пр-ву.
Временная структура организации производства
По данному виду структуры выделяют формы организации со следующими передачами предметов труда в рамках пр-ва:
- Последовательной. Обрабатываемые детали движутся по всем участкам производства произвольными партиями. Продолжительность цикла увеличивается, оборудование задействуется в полную силу, что позволяет снизить траты на закупку нового.
- Параллельной. Изделия перемещаются с одной операции на другую поштучно, вне зависимости от партии. Число деталей в обработке, как и потребность в складских площадях, при этом уменьшается. Но различная продолжительность операций нередко приводят к простою оборудования.
- Параллельно-последовательной. Занимает срединное место между первыми двумя передачами предметов труда. Изделия поступают транспортными партиями, что сопровождается беспрерывной работой рабочей силы и оборудования.
Пространственная структура производственного процесса
Отличается, прежде всего:
- численностью оборудования, размещенного на площадке;
- его местоположением по отношению к направлению движения предметов труда.
Пространственная структура может иметь варианты, а в комбинации с временной обуславливает разные формы организации пр-ва.
Интегрированная форма организации производства
Это объединение основных и «подсобных» операций в один интегрированный произв. процесс с ячеистой (линейной) структурой при соответствующей передаче предметов труда. К сведению:
- для линейной пространственной стр-ры характерно: месторасположение оборудования по ходу процесса и последовательная передача деталей (партиями);
- при цеховой стр-ре поступившая на участок партия отправляется на свободное рабочее место, а оборудование располагается параллельно всему потоку;
- ячеистая объединяет свойства первых двух стр-р.
Точечная форма организации производства
Вся работа ведется на одном рабочем месте. Допускается изменение конструкций изделий, порядка их обрабатывания. Очевидные плюсы точечной формы:
- уменьшение трат при перемене месторасположения оборудования;
- возрастание гибкости производственной системы.
Благодаря этой форме можно изготовить изделия в нужном количестве и разной номенклатуры.
Прямоточная форма организации производства
Ее применение позволяет сжать цикл, снизить объем незавершенного производства. Отличительные признаки:
- линейная стр-ра;
- поштучная передача предметов труда.
Рабочая сила в силу наибольшей специализации используется гораздо продуктивнее.
Предметная форма организации производства
Предполагает прямоточность, уменьшает производственный цикл. На участке размещают все оборудование, требуемое для работы во время всего технологического процесса. Для предметной формы характерна:
- ячеистая стр-ра;
- последовательная (параллельно-последовательная) передача предметов труда.
При замыкании технол. цикла обработки на участке его именуют предметно-замкнутым.
Технологическая форма организации производства
Чаще всего встречается на машиностроительных заводах. При малосерийном производстве подходит более всего, поскольку:
- задействует оборудование полностью, с максимальной нагрузкой;
- адаптирована под постоянные изменения, присущие технологическому процессу.
Ей свойственна цеховая ст-ра, а также последовательная передача предметов труда. Из-за потери времени технологическая форма приводит к росту незавершенного пр-ва, излишнему переходному складированию.
Блочно-модульная форма организации производства
Производство базируется на коллективной (совместной) форме организация труда. В основе – самоуправление и общая ответственность за проделанную работу. Данная форма предполагает:
- сосредоточение на участке всего имеющегося оборудования, которое требуется для беспрерывного пр-ва конкретных изделий номенклатуры;
- формирование группы основного производственного персонала на выпуске финальной продукции с учетом взаимозаменяемости, наделение их полномочиями по планированию, управлению на данном участке.
Переход к этой форме организации осуществляется на основании произв. целесообразности.
Основные стадии
При подготовке к выпуску товара стоит разделить стадии производственного процесса, количество и последовательность которых зависит от желаемого результата.

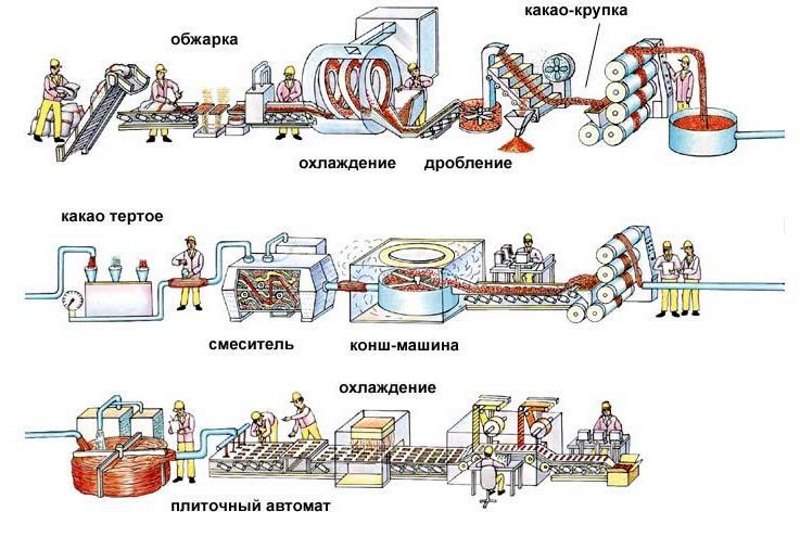
Производственный процесс изготовления может состоять из следующих фаз:
- Изготовление – может состоять из множества различных способов и методов, заключается в приведение сырья, полуфабрикатов к желаемой форме, физическому и химическому состоянию, в зависимости от желаемого результата. На этой стадии используются станки, автоматизированное оборудование и другие орудия труда.
- Обработка – предусматривает обработку предмета труда, приведение его поверхности, формы отдельных элементов к необходимой форме, например, шлифовка и покраска заготовок.
- Сборка – процесс, состоящий из компоновки заранее полученных заготовок. Этот процесс может составлять большую часть производства и делиться на множество этапов, а может выполняться за короткое время на одном рабочем месте.
- Регулировочно-настроечная – на этом этапе проводится тестирование готового товара, коррекция выявленных проблем, настройка и подготовка продукта к отгрузке клиенту.
Производственный процесс очень сложный, поэтом он дополнительно делится на стадии, фазы и операции.
Операции производственного процесса – часть ПП, которые выполняются рабочими на одном рабочем месте, с использованием различных инструментов, не изменяющихся со временем.
Операции разделены на 3 типа:
- Основные – часть производственного процесса, при которых сырье преобразовывается в необходимый продукт.
- Операции перемещения – предусматривают перемещение сырья, готового продукта и других грузов, выполняемые вручную или специализированными механизмами.
- Операции контроля – предусматривают контроль качества на различных этапах производства, могут включать контроль технологического процесса, условий труда и качества продукта. Контроль может выполняться в перерыве, обусловленном технологией.
Правильное соблюдение очередности операций гарантирует стабильность и эффективность производства. Малейшее отклонение от процедуры может привести к застою производственной линии. Это недопустимо, так как может привести к убыткам предприятия.
ВЫВОДЫ И РЕКОМЕНДАЦИИ
- Производственная структура должна отвечать принципам оптимизации и сочетания в пространстве и времени всех составных элементов процесса.
- Совершенствование производственной структуры предприятия позволит более эффективно использовать трудовые, материальные и финансовые ресурсы одновременно с ростом качества выпускаемой продукции.
- Для совершенствования производственной структуры предприятие должно обеспечить бесперебойность производственного процесса, пропорциональность, ритмичность и прямоточность при соблюдении норм и правил, которые касаются условий труда основных производственных рабочих.
4. На основании корректно построенной производственной структуры предприятие достигает высоких результатов: сокращается производственный цикл, трудоемкость, себестоимость выпускаемой продукции, улучшается ее качество. Это положительно влияет на работу предприятия, способствует росту его доходности, облегчает планирование производства и контроль за выполнением производственных процессов.
5. Занимаясь построением производственной структуры, можно руководствоваться разработанными схемами других предприятий, но мы не рекомендуем использовать их из-за отличий в технологиях, разной специализации и кооперации, из-за разной квалификации работников и т. д.
6
Прежде чем приступить к формированию или корректировке существующей производственной структуры, уделите внимание аспектам, которые непосредственно влияют на вид структуры:
- установление состава цехов и производственных участков;
- расчет производственных площадей для каждого рабочего места, а затем для производственного участка и цеха, определение их пространственного расположения с учетом временных потерь на транспортировки и внутренние перемещения;
- изучение технологической и конструкторской документации;
- расчет трудовых затрат на осуществление производственной деятельности с выделением категорий основного, вспомогательного и обслуживающего производства;
- выбор пространственного и временного структурирования;
- расчет потерь от брака, простоев, нерегламентированных перерывов, внутренних перемещений и транспортировок.