Сорта фанеры и применение. типы фанеры, характеристики, свойства, использование
Содержание:
- Как хранить и использовать фанерные предметы
- Укладка фанеры под паркет
- Технологический процесс производства
- Засучим рукава
- Производство шпона (лущение)
- Основные характеристики и применение
- Стадии производства фанеры
- Особенности
- Выбираем шпонопочиночный станок ПШ-2. Выбираем гильотинные ножницы НГ-18. Выбираем ребросклеивающий станок РС-9.
- Описание и параметры материала
- Делаем фанеру влагостойкой
Как хранить и использовать фанерные предметы
Предметы, сделанные из ламинированной фанеры, подходят для многоразового применения. Тем не менее, вы должны выполнять некоторые правила, которые позволят значительно увеличить срок их службы.
Не сложно догадаться, что в процессе производства стройматериал подвергают распилу. Вследствие этого образуются открытые участки на торцах. Их необходимо защитить от попадания влаги. Если этого не сделать, прочность материала значительно снизится. Именно поэтому все торцы нужно тщательно покрыть специальными составами в несколько слоев. Лучше всего для этих целей подходит акриловая краска, как мы писали ранее.
Если говорить о конструктивных отверстиях, то их защищают от влаги при помощи составов на основе силикона. В этом случае можно использовать обычные силиконовые герметики.
Что касается опалубки, то ее необходимо хранить в тех же условиях, при которых будет выполняться бетонная заливка. Чтобы к защитной пленке плиты не прилипал раствор, ее нужно смазать специальным маслом. Это даст возможность создать бетонные или железобетонные конструкции с идеально гладкими сторонами. Когда форма будет снята, то с ее поверхности необходимо удалить все остатки цементной смеси.
Если соблюдать все правила по пользованию и хранению изделий, сделанных из ламинированной фанеры, то можно основательно увеличить срок их службы.
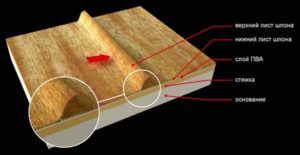
Укладка фанеры под паркет
Укладка фанеры под паркет производится на ровную, чистую, сухую бетонную стяжку. Плиты разрезаются на квадраты с размером стороны от 40 до 60 см, а затем укладываются со смещением швов. Зазоры между квадратами должны составлять 2-4 мм, а между листами и стенами – не менее 10 мм. Крепление к бетонному основанию производится с помощью клея и дюбель-шурупов из расчета 12-16 штук на м2.
Для повышения теплоизоляции основание под паркет может быть выполнено на лагах, причём, регулируемые лаги позволяют выровнять его без предварительной подготовки оригинального пола . Для укладки лаг применяются сухие строганые бруски с выполненными в них сквозными резьбовыми отверстиями (шаг около 60 см). В отверстия ввинчиваются болты-стойки, являющиеся регулировочными элементами конструкции. Жесткое крепление болтов к полу осуществляется с помощью дюбель-гвоздей. Вращение стоек специальным ключом позволяет поднимать-опускать лаги при выравнивании их по уровню. На лаги настилается фанера – толщиной не менее 20 мм при однослойной конструкции или не менее 12 мм при двухслойной. В последнем случае второй слой укладывается со смещением швов.
При невысоких потолках, когда значительный подъём пола нежелателен, под паркет выполняется основание, называемое регулируемой фанерой. В листах влагостойкой фанеры толщиной 12 мм делаются отверстия, куда потом вкладываются пластиковые втулки с внутренней резьбой. Во втулки вворачивают пластиковые болты-стойки. Затем фанера на болтах ставится на бетонное основание, и стойки крепятся к бетону с помощью дюбель-гвоздей. Вращением болтов специальным ключом достигается выравнивание фанеры. После этого производится настилка второго слоя и жесткое крепление его к нижнему саморезами.
Использование подложки из фанеры предохраняет паркет от возможных усадочных деформаций перекрытия и стяжки, повышает срок его службы, увеличивает теплоизоляцию пола.
Однако для получения надёжного основания необходимо использовать только качественную фанеру, выполненную с соблюдением технологии производства из хороших материалов.
Компания All-fanera предлагает фанеру от ведущих производителей, чья продукция отлично зарекомендовала себя на рынке строительных материалов. Широкий ассортимент включает в себя березовую фанеру, хвойную фанеру, ламинированную фанеру, фанеру ФК, фанеру ФСФ, водостойкую (влагостойкую) фанеру, в том числе фанеру повышенной водостойкости, мебельную шлифованную фанеру, фанеру для кровли и фанеру под напольные покрытия – паркет, ламинат, линолеум. Помимо продукции компания предлагает услуги по раскрою и качественному распилу плит – без сколов и задиров.
Работа с All-fanera выгодна как розничным покупателям, так и оптовикам. Наличие собственного склада позволяет в кратчайшие сроки осуществлять отгрузку товара в любом количестве, а собственный цех по распилу быстро выполняет и крупные, и мелкие заказы. Важным преимуществом компании перед конкурентами является расположение складов и цеха в пределах МКАД: сроки по доставке продукции сокращаются до минимума. И, конечно, вся фанера, поступающая на склады, ГОСТирована и имеет сертификаты соответствия.
Технологический процесс производства
Технологический процесс изготовления фанеры происходит в несколько этапов.
Склеивание
На специально оборудованных столах располагают листы шпона одинакового размера. Их поверхность очищают от древесной пыли и мелкого мусора, чтобы при склеивании не создавалось лишних бугорков. Далее, собирают и группируют по размерам в стопки для будущей склейки каждой плиты.
Вначале изготавливается хвойная фанера, как внутренний слой и будущий каркас. На первый лист наноситься влагостойкий клей, бакелитовая пленка или смола. Сверху его прижимают следующим листом шпона в результате получается своеобразный бутерброд. Процесс могут повторять до получения 3 и более слоев. Вся работа проводиться в хорошо проветриваемых помещениях из-за повышенной токсичности некоторых веществ в составе клея.
Часто, количество слоев увеличивают для повышения прочности. Например, такой способ применяют во время производства строительной фанеры.
 Процесс склеивания фанеры
Процесс склеивания фанеры
При склеивании волокна древесины каждого нового слоя стараются располагать перпендикулярно предыдущему, что в несколько раз увеличивает прочность будущей конструкции. Если слоев в плите четное количество, это значит, что направление внутренних волокон древесины расположено параллельно друг к другу. Для получения широких полноформатных листов используют способ ребросклеивания по продольным кромкам.
В случае обнаружения поврежденных участков на листах, их вырезают и заменяют специальными заранее подготовленными заплатками. Поврежденный шпон, стараются использовать для создания внутренних слоев фанеры.
Иногда на спиле листа можно увидеть резкие изменения цвета волокон с черными включениями. Это говорит о том, что производитель экономил на закупке качественной древесины, использовал подгнившее второсортное сырье или нарушил технологический процесс изготовления продукции. Такая плита редко когда выдерживает требуемые нагрузки и через непродолжительное время может разрушиться.
Холодное склеивание или термическая обработка под давлением
Первый способ – при холодном склеивании лист фанеры помещают в пресс и оставляют его там при комнатной температуре на 6 часов. После застывания, его отправляют на этап просушки.
Второй способ – готовые тщательно склеенные листы направляют под термопресс, где с давлением и высокой температурой соединения набирают окончательную прочность.
 Процесс прессования фанеры
Процесс прессования фанеры
Нанесение покрытия
В отдельном цеху поверхность шлифуют и наносят разнообразные покрытия. Для этого используют всевозможные лаки, краски или готовые наклейки с изображениями.
В зависимости от покрытия фанеру разделяют:
- На облицовочную – состоит из нескольких слоев лущеного шпона. Имеет облицовочное покрытие с одной или с двух сторон.
- Ламинированную фанеру – покрытие чаще всего имитирует древесную структуру.
- Шлифованную и не шлифованную – на поверхности создаётся специфическая текстура.
 Облицовка фанерой
Облицовка фанерой
Особенности производства разных видов фанеры
Бакелизированная фанера – имеет увеличенную прочность структуры. Эффект достигается пропитыванием листов шпона бакелитовой смолой с дальнейшим спрессовыванием, под высоким давлением с температурой 270 °C.
Водостойкая – для производства используется водостойкий фенолоформальдегидный или карбамидоформальдегидный клей.
Профилированная – имеет сложную волнообразную структуру волокон для увеличения продольной прочности.
Армированная – внутри размещают слой, который придает дополнительную прочность будущей плиты, вставка может быть металлопластиковой, стекловолоконной или в форме металлической сетки.
Авиационная фанера – производиться из березового шпона (один из самых легких материалов). Ее могут применять в авиастроении и создании легких конструкций.



Упаковка
Готовая продукция в зависимости от размера и пожеланий заказчика, упаковывается в различные влагозащитные материалы и коробки.
Производство фанеры не требует больших денежных вложений на закупку оборудования и запуск процесса производства. Принцип технологического процесса простой и малозатратный, потому начать свой бизнес по силе каждому предпринимателю.
Засучим рукава
Из какой фанеры делают мебель заботливые родители в детской? Предпочтение отдают плитам на основе экологичного карбамидного клея ФК. ФСФ содержит смоляной фенолформальдегидный клей, по сути, это облагороженная ДСП.
Даже высокооборотистая циркулярная пила способна травмировать поверхность сколами. Прорезайте перед раскроем декоративный слой шпонитованной фанеры острым ножом-косяком, рекомендуют ассы – и припуск на обработку не нужен.
 Табурет надёжен и эргометричен
Табурет надёжен и эргометричен
Попробуем освоить высший пилотаж: обойдёмся с упругими листами как с пластилином. Мебель из гнутой фанеры привлекает кажущейся сложностью. Табурет на фото внизу удивляет крутыми изгибами без вреда для материала. В чём фокус? В знании физических свойств материала, с которым работаешь.
Секрет прост, освоен дедами на коромыслах и дугах. Заготовки из трёхслойной фанеры обильно промазываются клеем, вкладываются в криволинейную пресс-форму, обшитую металлом.
Простейший винтовой пресс либо струбцины постепенно стягивают половинки пресс-формы. Ускорение полимеризации клея обеспечивается нагревательными элементами, расположенными в теле пуансона и матрицы.
Предохранительная плёнка защищает оснастку от потёков избытка клея. На заднем плане фото видны готовые гнутики. В случае с табуретом, чтобы заготовки не ползли по конической поверхности, потребуется установка упоров. Самодельная мебель требует основательного оснащения. Приспособления – это и скорость, и качество.
Важно: чтобы сохранить деформационные изменения, заготовки последовательно накладываются вдоль и поперёк. Сложно на первый взгляд
 Сложно на первый взгляд
Сложно на первый взгляд
Производство шпона (лущение)
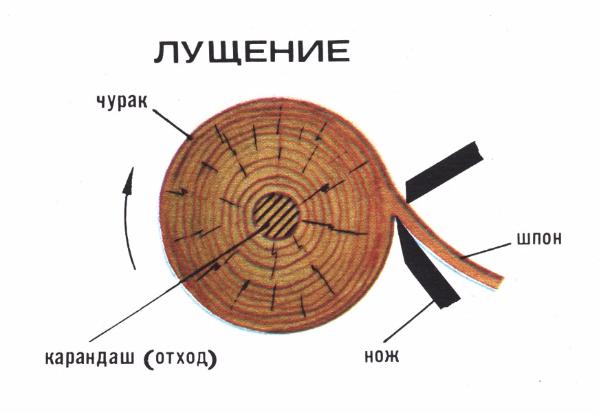
Для нарезания тонкого слоя шпона применяются специальные лущильные станки. Толщина срезаемого с заготовки шпона может регулироваться в зависимости от производственных задач и свойств древесины. Выходящий из станка шпон нарезается на листы заданной длины с помощью роторного или гильотинного ножа.
Готовые листы отправляются в сушильную установку для снижения концентрации влаги в древесных волокнах до требуемого технологией 6-процентного значения. Далее проводится сортировка листов, в зависимости от выявленных дефектов заготовки относят к тому или иному сорту. Некоторые изъяны материала могут устраняться посредством:
- Шпонопочинки – процедуры заклеивания трещин, образовавшихся на торцах, а также удаления дефектных участков шпона и вклеивания на их место соответствующей по размеру, форме и цвету заплаток;
- Ребросклеивания – разделения листа со значительными дефектами на отдельные сегменты, которые впоследствии заново склеиваются вместе. Подобные листы в дальнейшем будут располагаться во внутренних слоях готовой фанеры.
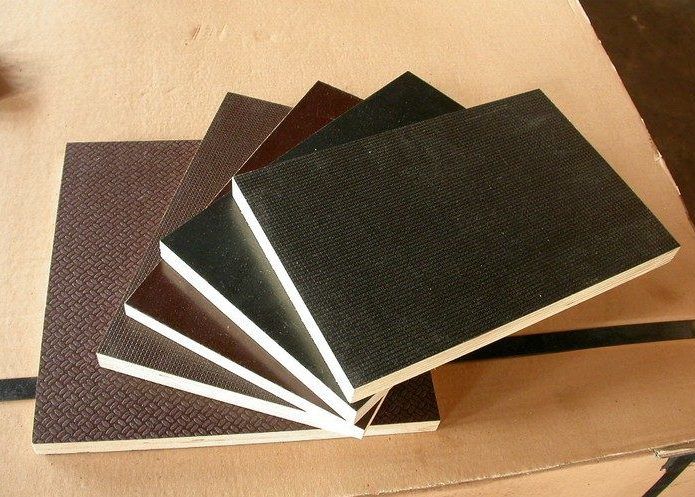
Основные характеристики и применение
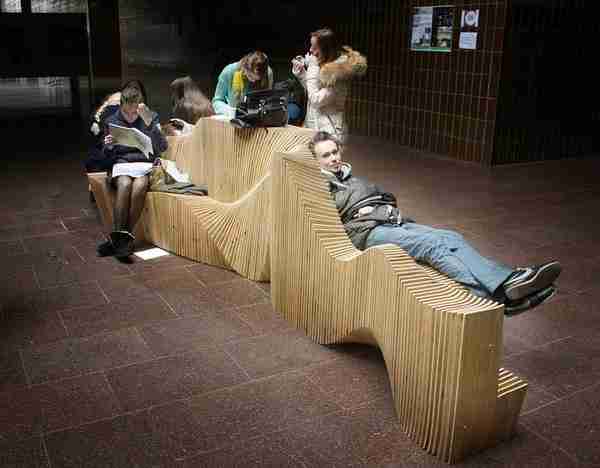
На фото – креативное использование фанеры. Сфера применения влагостойкого вида разнообразна:
- отделочный материал;
- производство мебели,
- изготовление оборудования для детских площадок;
- временные сооружения;
- автомобилестроение.
В различных сферах деятельности получили признание следующие качества:
- незначительный вес;
- приятная текстура;
- прочность;
- износостойкость;
- влагостойкость.
Стоимость зависит от способов производства, подразделяется на следующие категории:
- столярный щит;
- облицованная шпоном;
- комбинированная.
Столярный щит характеризуется высоким уровнем прочности, имеет толстую сердцевину. Слои — достаточно узкие полосы древесины, укладка которых с целью обеспечения качества осуществляется в строгом соответствии с общепринятой технологией с использованием клея или без него.
Облицованные шпоном фанерные листы характеризуются высоким уровнем прочности. Их отличительной особенностью является устойчивость к деформации, качественные характеристики обеспечены особым способом склеивания.
Комбинированная производится из различных сортов древесины.
Оптимальным вариантом для производства мебели и всевозможных отделочных работ считаются влагостойкие фанерные листы, имеющие ряд преимуществ:
- безупречное качество обработки и шлифовки;
- достойные внешние характеристики;
- простота монтажа;
- экологичность.
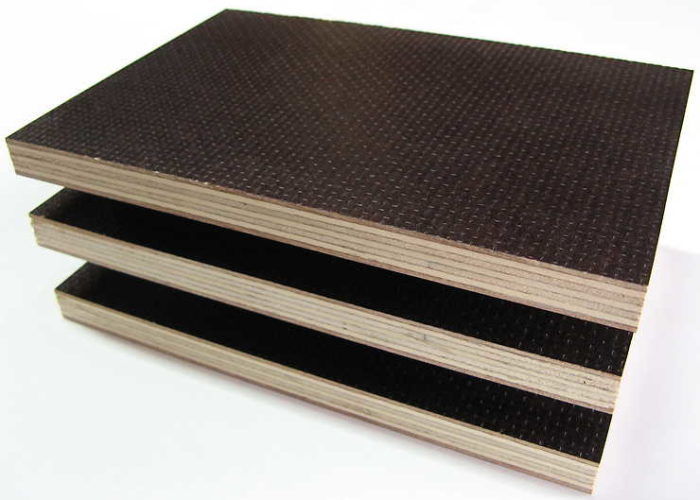
Параметры фанеры ФК

На фото – фанера марки ФК.
Наиболее распространенным материалом, используемым для производства водостойкого типа или фанеры ФК, является березовый шпон, для склеивания которого используют карбамидные смолы.
По ГОСТу 3916.96 основные характеристики фанеры ФК подразумевают ее деление на сорта:
- I сорт;
- II сорт;
- III сорт;
- IV сорт;
- V сорт.
Следует отметить, что каждый производитель применяет определенные технологии, которые, естественно, отражаются на конечном результате. В качестве сравнения можно взять два листа одного сорта от разных производителей, разница будет очевидна.
По качеству обработки внешних слоев фанера делится на:
- шлифованную c одной стороны — Ш1;
- нешлифованную — НШ (не подвергалась обработке в производственных условиях);
- шлифованную фанеру с двух сторон — Ш2.
Преимущества фанеры ФК
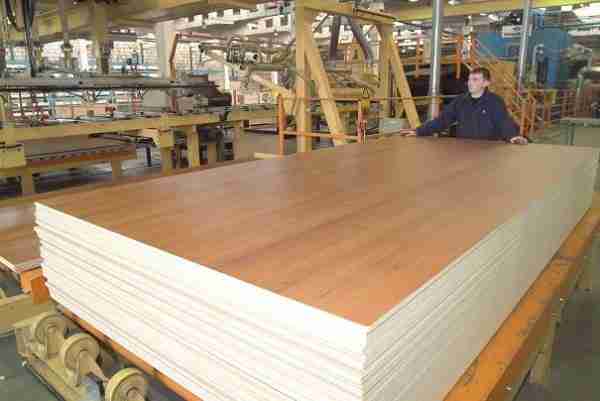
Производство фанеры.
Основное требование, предъявляемое ко всем материалам без исключения – экологичность.
Относительно экологичности фанеры можно не сомневаться, достаточно ознакомиться с составляющими, используемыми в процессе производства:
- шпон;
- карбамидная смола.
Фанера, изготовленная в соответствии с установленными правилами производства, совершенно безвредна, её смело можно использовать для всевозможных интерьерных работ, изготовления мебели. Фанера марки ФК — оптимальный вариант для внутренних работ. Для внешних рекомендуется отдавать предпочтение ФСФ.
Одним из наиболее привлекательных для пользователей качеств фанеры является простота обработки, не требующая профессиональных навыков и значительных физических усилий:
- сверлится;
- пилится;
- шлифуется;
- склеивается;
- окрашивается;
- механическая прочность. Плиты можно беспрепятственно использовать для настила полов помещений, в которых предполагаются значительные нагрузки.
Материал, отнесенный к высшим сортам, имеет привлекательные внешние характеристики, фактура актуальна для декорирования интерьера.
Сфера применения фанеры ФК:
- черновой пол;
- основа под паркет, ламинат;
- декоративные элементы.
Прочный и дешевый материал является рациональным вложением средств. Поверхность и структура позволяют беспрепятственно осуществлять работы с дорогостоящими напольными покрытиями, обеспечивая идеальные условия для их укладки. Ровная поверхность является гарантом долговечности декоративных материалов.
Дизайнеры на практике убедились в целесообразности использования фанеры для создания оригинальных интерьеров. Из экологичного материала удается создавать конструкции любой сложности: арки, перегородки и т.д.
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры
 Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
 Шпон для производства фанеры
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.
 Цех по производству фанеры
Цех по производству фанеры
Особенности
По неопытности многие люди думают, что фанера – это некий единый стандарт материала, но на самом деле она бывает разной в зависимости от способа производства и полезного предназначения. Этот материал классифицируется по типу обработки.
- ФК. Такие листы способны выдерживать воздействие влаги. Слои фанеры держатся вместе благодаря карбамидным клеям. Применение листов весьма широко: от подкладки под напольное покрытие в помещениях с высокой проходимостью до обшивки стен внутри зданий, производства мебели и ящиков.
- ФСФ. Разновидность материала с еще более высокой влагостойкостью, которая достигается благодаря клею на фенолформальдегидах. ФСФ – более надежный и долговечный продукт, который годится даже для кровельных работ.
- ФБС. Такая фанера изготавливается путем пропитки древесины специальной смолой, способной растворяться в спирте. Подобная обработка способствует не только улучшению влагостойких свойств листа, но и невосприимчивости к температурным перепадам. ФБС нельзя назвать негорючей, но огню она сопротивляется лучше, чем вышеописанные «родственники».
- ФБА. Отличный выбор для тех, кто заботится об экологии окружающей среды: в производстве применяется безопасный клей на альбумине и казеине. Естественные материалы, правда, создают заметный недостаток: такая фанера боится влаги.
- БВ. По всем характеристикам похожа на ФБС, но несколько уступает ей по показателям влагостойкости.
- ФОФ. Та же ФСФ, но оклеенная снаружи очень плотной бумагой, которая пропитана смолой.
А также фанерные листы классифицируют по наличию дефектов на шпоне, из которого сделан материал. Для этого используются римские цифры от I до IV, где I сорт – самый лучший и с минимальным количеством дефектов, а IV допускает сплошное покрытие изъянами при условии, что рельеф кромок не превышает 5 мм. При этом для облицовочных работ и в целях экономии многие производители делают одну сторону заметно более качественной и ровной, чем другую. В таком случае сорт указывается дробным числом, например, 2/4, где одна сторона II сорта, а другая имеет изъяны.

Выбираем шпонопочиночный станок ПШ-2. Выбираем гильотинные ножницы НГ-18. Выбираем ребросклеивающий станок РС-9.
Производительность шпонопочиночного станка определяется по
формуле

где V — объем одного
листа шпона, м3; K — коэффициент использования рабочего времени: K = 0,94; tр
— время ручных операций: tp = 6…7 с; t1
— время на установку заплатки: t1
= 12 с; t2 — время на перемещение листа, t2 = 0,4…0,8 с; n
— количество заплаток на 1 листе: n =
3-20.
Тогда количество оборудования рассчитывают по уравнению
m= станка,
Псм=8·0,111 =0,888 м3/смену,
Производительность гильотинных ножниц или кромкофуговальных
станков,

где L — длина листа шпона, м; Bд — средняя ширина делянок
(кусков): Bд = 0,3…0,4 м; Hп — высота пачки кускового
шпона, при резе вдоль волокон наибольшая высота пачки Hп = 90
мм = 0,09 м;
K — коэффициент
использования станка: K = 0,95; Z — время цикла обработки: в
среднем Z = 4…6 мин.
Тогда количество оборудования рассчитывают по уравнению
m= ,
Псм =8 Пч = 8 · 0,53 = 4,24 м3/смену
Производительность станков PC-9, м3/ч,

где U —скорость подачи, м/мин.: для станка РС-9
U = 14-40
м/мин.; B, S — ширина
и толщина форматного листа шпона, м; K1— коэффициент
использования рабочего времени:
K1= 0,95; K2 — коэффициент
использования машинного времени: K2= 0,92.
Тогда количество оборудования рассчитывают по уравнению
m= станок
Псм =8 П ч =8·1,12=8.96м3/смену,
где С2 — сменное задание по сухому шпону, м3; Псм — производительность оборудования в смену,
м3/смену.
4.7 Склеивание фанеры
Сборка пакетов
Перед склеиванием фанеры производят сборку пакетов.
При изготовлении фанеры число намазываемых листов шпона в 1
листе фанеры при нечётной слойности для фанеры общего назначения определяется
по формуле
,
где Nс— число слоев фанеры
Выбираем клеенаносящий станок C2R — 130
Производительность клеевых вальцов

где Тс— продолжительность смены в
минутах; Ки— коэффициент использования рабочего
времени: Ки = 0,8-0,9; Vл—
объём 1 листа шпона, м3;lш — длина листа
шпона, м; Vо — окружная скорость барабанов, м/с; Кс— коэффициент скольжения: Кс= 0,95; Тп— время подачи серединок в
вальцы, с: на 1 лист Тп = 1с; Тк —
косвенные затраты на 1 лист: по хронометражным данным Тк =
1,5…2,0 с.
Количество клеевых вальцов с учётом числа намазываемых листов
,
где С2 — сменное задание по сухому шпону; К
— коэффициент числа намазываемых листов:
.
Участок склеивания также включает операцию холодной
подпрессовки пакетов.
Для подпрессовки используют холодный однопролетный пресс
ДО-835-5 с размерами плит 1800Ч1800.
Производительность холодного пресса, м3/ч
 ,
,
где L, b — длина и ширина форматного листа шпона, м; K1—
коэффициент использования рабочего времени: K1 = 0,9; K2
— коэффициент укладки шпона, K2 = 0,7; H— высота промежутка пресса; Z— время цикла запрессовки, мин.: Z≈ 9 мин. При производительности 10 м3/ч.
Описание и параметры материала
Изготавливают фанеру их древесного шпона. Несколько листов склеивают под прессом, располагая их так, чтобы волокна соседних полотен имели перекрестное направление. Этот способ делает материал более прочным и устойчивым к деформациям, вызываемым нагрузками, переменной влажностью, механическими воздействиями.
Минимальное количество слоев шпона – 3, максимальное – 21, но последний параметр можно считать условным, потому что на заказ деревообрабатывающие предприятия могут изготовить и плиты с большим количеством слоев.
Фанера – многослойный клееный материалИсточник proton-zavod.ru
Такой материал, как фанера, размеры может иметь самые разные. В свободную продажу поступают листы прямоугольной или квадратной формы, параметры материала по индивидуальным заказам не регламентируются никакими стандартами.
Толщина листов
Чем больше слоев у фанеры, тем она толще и прочнее. Самым тонким из предлагаемых в строительных магазинах является трехслойный лист толщиной около 3 мм, а самая большая толщина фанеры достигает 27-30 мм.
Гибкость такой фанере придает не только малая толщина, но и одинаковое направление волокон в слоях шпонаИсточник plymasters.co.nz
Кроме того, толщина плиты зависит и от вида шпона, который бывает:
- лущеным, толщиной 1-1,5 мм;
- строганным, толщиной до 3,5-4 мм.
Первый обладает лучшей гибкостью, второй – более высокой прочностью.
Габаритные размеры
Материал выпускается в стандартных и нестандартных размерах. В розничную продажу в основном поступают первые.
Наиболее популярный размер фанеры – лист стандарт 1220х2440 мм и 1525х1525 мм. Также востребованы небольшие квадратные плиты 1220х1220 мм. Именно эти параметры длины и ширины считаются стандартными и выпускаются большинством отечественных производителей.
Один из наиболее популярных форматов фанерыИсточник magazin-stroimaterialov.ru
Сравнительно небольшие габариты облегчают доставку, переноску и монтаж листов, что бывает важно для домашних мастеров и частных застройщиков. А вот при больших объемах строительства или облицовочных работ размеры фанеры листа стандартные часто не устраивают подрядчиков, так как при их монтаже получается много стыков
Их возможности не ограничены малогабаритным автотранспортом и дефицитом рабочей силы, поэтому строительные организации стараются закупать плиты большеформатной фанеры, габариты которой могут быть самыми разными в зависимости от возможностей производителя.
Единственным нормативным документом на производство фанеры является ГОСТ 3916.1-96, но он не регламентирует точные габариты плит, позволяя изготавливать их любого размера и толщины. Как правило, размер фанерного листа варьируется в следующих пределах:
- ширина от 800 до 1525 мм;
- длина от 1000 до 3660 мм.
Шаг размерности равен 25 мм.
Каталог одного из производителей, предлагающего помимо стандартных листы размером 1250х2500 мм и 1525х3050 ммИсточник sdelai-lestnicu.ru
Допустимые отклонения
Даже купив материал из одной пачки, можно обнаружить, что толщина фанеры бывает слегка разной, как и геометрические размеры. Эти отклонения незаметны глазу, но проявляются при монтаже. Такие отклонения не считаются браком, если находятся в разрешенных пределах. Предельные отклонения по толщине зависят от количества слоев и обработки поверхности, которая может быть шлифованной или нешлифованной. Причем даже один лист может иметь разную толщину в разных местах.
Таблица допустимых отклонений по толщинеИсточник sdelai-lestnicu.ru
Если допуск по ширине составляет десятые доли миллиметра, то стандартные размеры фанеры могут иметь отклонения в несколько миллиметров: от 3 мм для стороны менее 1250 мм до 5 мм для листов длиннее 2700 мм.
Делаем фанеру влагостойкой
Существует три проверенных способа как повысить влагостойкость фанеры в домашних условиях:
- Лакокрасочными материалами ( лак и краска должны быть исключительно для работ по дереву);
- Олифой;
- Стеклоткани.
Лакокрасочные материалы
Первый способ сделать фанеру влагостойкой и продлить срок ее эксплуатации, это лакировка и покраска.
С такой работой отлично справится обычная эмалевая краска для дерева, она легко наносится на поверхность и достаточно быстро высыхает при комнатной температуре.
Перед тем как начинать работу с краской, нужно подготовить поверхность листа фанеры, поверхность должна быть ровной и гладкой . Данную работу нужно разбить на несколько этапов, которые включают в себя:
Перед делом нужно выровнять поверхность и сделать ее гладкой. Для этого подойдет крупнозернистая наждачка . Чтобы получить идеальную гладкость, нужно пройти вторым слоем, но уже мелкозернистой наждачкой . Это даст максимально гладкую поверхность листа фанеры, необходимую для дальнейшей работы.
Затем гладкую фанеру обрабатываем грунтовкой. Лучшим решением станет обработка акриловой грунтовкой. Это позволит сохранить структуру фанеры и избавить от мелких трещин.
Края фанеры нужно тщательно обработать краской в 2-3 слоя (это самые проблемные места). Если вы собираетесь использовать фанеру в помещении где влажность воздуха в пределах нормы, то можно покрасить фанеру с одной стороны, но не забываем про края.
Красить можно валиком или кисточкой. Если у вас имеется распылитель, то конечно лучше воспользоваться им.
И последним шагом станет лакировка. Лак наносим на покрашенную поверхность, предварительно немного отшлифованной мелкозернистой наждачкой .
Хорошо очищаем поверхность от полученной в результате шлифовки пыли и наносим разведенный лак.
Олифа для влагостойкости фанеры
Обработка олифой будет происходить в несколько этапов:
Нагреваем олифу на водяной бане до температуры 50-60° С.
Наносим олифу на лист фанеры. Это можно сделать кисточкой
Особое внимание уделить краям и торцам.
Затем необходимо просушить лист. Для этого подойдет утюг или строительный фен нагретый до 200° С.
После сушки наносим очередной слой олифы и снова сушим.
Проделываем данный процесс до тех пор, пока фанера не перестанет впитывать олифу и начнет ее отталкивать.
Фанеру следует держать в горизонтальном положении. Это даст максимальный эффект пропитки.
Стеклоткани
Этот материал существенно повысит влагостойкость фанеры. Монтаж стеклоткани довольно прост. Поверхность фанеры обрабатываем лаком и через пару часов укладываем слой стеклоткани. Хорошо обрабатываем торцы листа лаком и оставляем сушится естественным путем в течении 2 — 3 дней. В этом заключается вся работа.
Если всю работу проделать аккуратно и соблюдая все правила, то в свойствах влагостойкости фанеры можно не сомневатся.