Разработка производственного процесса (на примере предприятия оао «искитимизвесть»)
Содержание:
- Средства выполнения технологических процессов
- Виды на будущее (ожидания).
- Что происходит в «процессе переработки»?
- А что понимают под «готовой продукцией»?
- Продажа и получение прибыли
- Производственная структура предприятия. Пример (ремонтное предприятие)
- Второй этап
- Поточные производственные системы
- Типы производства
- Исходные ресурсы.
- Уровни планирования
- Прогноз затрат
- Мартеновский способ
- Группировка производственных процессов
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
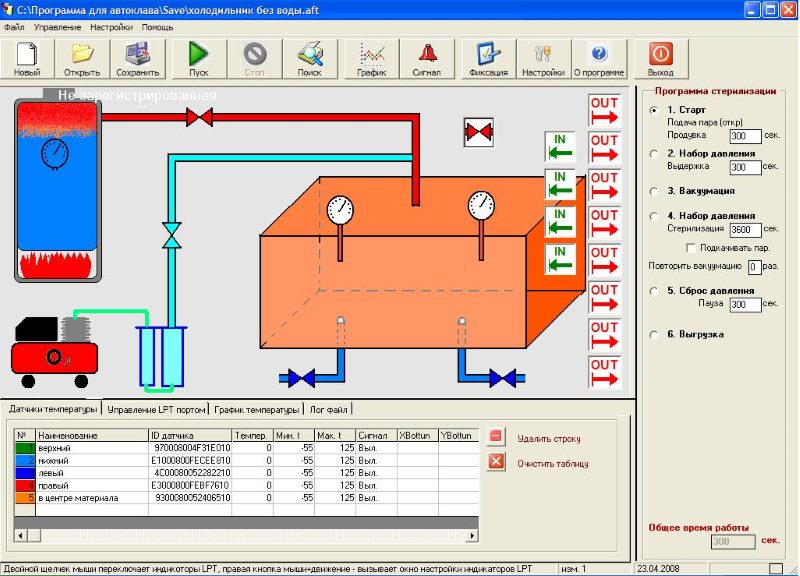
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Виды на будущее (ожидания).
Ожидания можно считать неощутимыми исходными ресурсами (нематериальными), образующимися из целого ряда источников. У каждого складывается свое мнение о производстве, и каждый что-то ожидает от определенной продукции. Рабочие производства и управляющие смотрят на него как на способ заработать на жизнь и вкладывают в него свои профессиональные умения. Кроме того, управляющие производством воплощают ожидания в готовой продукции.
Однако ожидания не заканчиваются на этапе производства. Ожидания агентов по сбыту воплощаются в возможности выполнить любой заказ клиентов. Ожидания конструкторов воплощаются в возможности изготовить любую продукцию по их эскизам. Бухгалтеры хотят, чтобы продукция приносила прибыли. Клиенты ждут от продукции, чтобы она удовлетворяла их запросы своевременно и качественно.
Таким образом, мотивация важна на всех уровнях Вашего бизнеса
Мотивация Вашего производственного персонала особенно важна, если Вы большое внимание уделяете надежности производства и качеству продукции, поэтому виды на будущее Ваших работников в производственном секторе являются ключом к их мотивации
Что происходит в «процессе переработки»?
Исходные ресурсы — категория пассивная в системе производства. В процессе производства они перерабатываются в готовую продукцию. Поэтому процесс переработки во всех смыслах активен. Он включает долгосрочные и ежедневные решения, большой объем видов деятельности, операции и процессы, управление людьми — их временем, умением и мотивацией — и различную деятельность по планированию, управлению, контролю и развитию.
Деятельность разных фирм, имеющих совершенно разные ресурсы, готовую продукцию и процессы, можно разделить на четыре категории:
- производственная деятельность;
- введение и планирование стандартов качества;
- контроль и управление;
- организация и основные операции.
Следует отметить, что ни одна из четырех категорий деятельности в производственном процессе не является независимой от других. А поскольку элементы процесса производства взаимосвязаны, производство требует квалифицированного управления.
Производство представляет собой комплекс принятия решений, что требует тщательного планирования. Первоначальные решения обычно меньше касаются технических вопросов, а больше — организационных и маркетинга. Вам следует решить, как использовать свое время и какой объем работы вы готовы взять на себя. Также, чтобы принять правильное решение, необходимо знать, какую работу вы можете выполнить лучше ваших конкурентов.
А что понимают под «готовой продукцией»?
Основной выход производственного бизнеса — это его продукция, но не только. Мелкие производители часто выполняют специальные заказы по желанию клиента. Любой бизнес, который может помочь клиентам определить их запросы или снизить затраты их времени и труда на оформление запросов, задумок, планов, имеет большой шанс на получение заказов. Эта деятельность представляет собой услуги и может быть более ценной для клиентов. Услуга потребителю может также продолжаться и после доставки, например сборка, монтаж, обслуживание.
Готовая продукция производственного бизнеса всегда представляет собой определенный продукт, но услуга — это элемент, который добавляет ценность продукту в глазах потребителя.
|
Выводы и рекомендации
|
Продажа и получение прибыли
Готовую продукцию реализуют — либо продают в магазине, либо поставляют заказчику, в результате чего предприятие получает выручку от реализации.
Стоимость продажи одного стула — 24 000,00 руб. Совокупные издержки на изготовление этого изделия составили 19 364,60 руб. Прибыль от продажи стула — 4635,40 руб.
Чтобы оценить интенсивность и эффективность производства, рассчитывают показатели рентабельности.
Рентабельность продукции (ROM) — это отношение прибыли к полной себестоимости. Показывает, сколько получено прибыли на 1 руб. текущих затрат:
ROM = (Прибыль / Себестоимость) × 100 %.
Рентабельность продаж (NPM) — отношение прибыли к выручке. Этот показатель характеризует степень прибыльности работы предприятия и правильность установления цены продажи, отражая долю прибыли в выручке от продажи. Рентабельность продаж показывает, сколько прибыли имеет предприятие с 1 руб. продажи:
NPM = (Прибыль / Выручка) × 100 %.
Рассчитаем эти показатели для ООО «Альфа»:
ROM = (4635,40 / 19 364,60) × 100% = 23,94 %;
NPM = (4635,40 / 24 000,00) × 100 % = 19,31 %.
Как такового нормативного значения для показателей рентабельности не существует. Принято считать, что чем более высокие показатели рентабельности у предприятия, тем более эффективно оно осуществляет свою финансово-хозяйственную деятельность и тем правильнее оно выбирает стратегию ценообразования. Некоторые источники отмечают, что значение показателей рентабельности не должны падать ниже значения 5 %.
Производственная структура предприятия. Пример (ремонтное предприятие)
Структура любого ремонтного предприятия включает стандартные виды подразделений, которые описаны выше. К ним относят:
- Основные – разборочно-моечные, ремонтные, сборочные. Например: разборочный цех, где есть участок приемки, мойки, разборки. На малых безцеховых предприятиях – участок по ремонту машинного оборудования с отделением по ремонту НКО, насосов и компрессоров.
- Вспомогательные – включающие инструментальный, гальванический и др. хозяйства.
- Обслуживающие – подразумевают подъемно-транспортное, материально-складское обслуживание, наличие участков комплектования, технологической подгонки.
Доминирующее значение при создании структуры любого предприятия имеет организация должного уровня обслуживания основного производства.
Второй этап
Этап начинается по мере прогрева металлической ванны до более высоких температур, чем на первом этапе. При повышении температуры более интенсивно протекает реакция окисления углерода, проходящая с поглощением тепла. Для окисления углерода на этом этапе в металл вводят зна-чительное количество руды, окалины или вдувают кислород.
Образующийся в металле оксид железа реагирует с углеродом и пузырьки оксида углерода СО выделяются из жидкого металла, вызывая кипение ванны. При кипении ванны:
- уменьшается содержание углерода в металле;
- выравнивается температура и состав ванны;
- удаляются частично неметаллические включения в шлак.
- Все это способствует повышению качества металла.
В этот же период создаются условия для удаления серы из металла. Сера в ванне находится в виде сульфида железа, растворенного в металле и шла-ке (FeS). Чем выше температура, тем большее количество FeS растворяется в шлаке или больше серы переходят из металла в шлак. Сульфид железа, раство-ренный в шлаке, взаимодействует с оксидом кальция СаО, также растворенным в шлаке, образуя соединение CaS, которое растворимо в шлаке, но не растворя-ется в металле. Таким образом сера удаляется в шлак.
Поточные производственные системы
Развитие предметной формы специализации цехов (участков) приводит к созданию поточного производства — наиболее прогрессивной и эффективной формы организации производственных процессов, основанной на ритмичной повторяемости согласованных во времени основных и вспомогательных операций в виде поточных линий.
Поточная линия — обособленное подразделение цеха, специализированное на изготовлении одного или нескольких видов изделий по одной технологии.
Поточное производство основано на использовании принципов прямоточности, специализации, непрерывности, параллельности, пропорциональности и ритмичности.
Организационные формы поточных линий весьма разнообразны, поэтому целесообразно делить их на группы по классификационным признакам.
По степени специализации различают одно- и многопредметные поточные линии.
По формированию загрузки выделяют линии постоянной и переменной загрузки.
По достигнутой степени непрерывности движения различают непрерывно-поточное производство, или синхронный поток и прерывно-поточное производство, или несинхронный поток.
По способу поддержания ритма, такта поточной линии различают линии с регламентированным и свободным тактом.
По виду транспортных средств различают линии со средствами непрерывного действия (конвейерами), с различными транспортными средствами дискретного действия.
В зависимости от уровня механизации поточные линии могут быть механизированными, немеханизированными и автоматизированными.
Преимущества поточного производства определяются следующими факторами:
- широким применением высокопроизводительного оборудования;
- высоким уровнем механизации и автоматизации основных
транспортных операций, а также наиболее полным использованием оборудования, материалов и других производственных
ресурсов.
Эффективность поточных методов выражается в повышении производительности труда, увеличении выпуска продукции, сокращении продолжительности производственного цикла, улучшении использования производственных площадей, сокращении числа цеховых кладовых, экономии материалов, снижении себестоимости продукции и т.д.
Типы производства
Длительность производственного цикла во многом зависит от порядка движения предметов труда в ходе их обработки и типа производства.
Порядок движения изделий и компонентов в производственном процессе соответствует объемам и периодичности выпуска продукции. По этим же признакам определяется тип производства.
В настоящее время принято различать следующие типы производства:
- массовое
- серийное
- единичное
- смешанное.
В свою очередь серийное производство делится на:
- мелкосерийное
- среднесерийное
- крупносерийное.
Массовое и крупносерийное производство продукции позволяет организовать непрерывное синхронное движение изделий в процессе их обработки. При такой организации все компоненты, из которых собирается готовая продукция, передвигаются непрерывно от первой технологической операции до последней. Собранные по ходу движения в узлы и агрегаты отдельные детали продвигаются дальше в собранном виде, пока не образуют готовую продукцию. Подобный метод организации производства называется поточным.
Поточный метод организации производства основан на ритмичной повторяемости согласованных во времени основных и вспомогательных производственных операций, которые выполняются на специализированных местах, расположенных по ходу технологического процесса. В условиях поточного производства достигается пропорциональность, непрерывность и ритмичность хода производства.
Поточная линия
Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом.
Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно.
Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов).
Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
Исходные ресурсы.
Исходные ресурсы должны быть закуплены с тем, чтобы процесс производства функционировал. Они имеют множество форм: некоторые полностью потребляются в производственном процессе, другие представляют собой долгосрочные (основные) фонды, например производственное оборудование. В перечень исходных ресурсов входят: материалы, люди, помещения, оборудование, энергия, существующие знания, новая информация (ноу-хау) и т.п.
Попробуйте проанализировать необходимые Вам исходные ресурсы следующим образом:
- Перечислите Вашу основную продукцию.
- Укажите исходные ресурсы, необходимые для ее производства.
- Классифицируйте каждый ресурс по затратам времени, денег или труда.
- Отметьте, какой из ваших исходных ресурсов относительно дефицитен.
- Отметьте ресурсы, которые необходимы для любого из ваших продуктов.
Анализ Ваших исходных ресурсов должен научить Вас легко определять те из них, которые необходимы для бизнеса, и те, которые представляют дефицит. Если необходимые ресурсы еще и дефицитны, это может сказаться на бизнесе.
Уровни планирования
Уровень планирования или определения потребностей ( английский код низкого уровня ) — это самый низкий уровень производства, на котором деталь используется в структуре продукта. С помощью кода нижнего уровня при определении требований определяются вторичные требования, даты требований и размеры партий . Уровни производства представляют собой технологический процесс производства готового продукта. Если одни и те же материалы встречаются на разных уровнях производства, повторные сравнения приводят к увеличению рабочей нагрузки, так что планирование потребности в материалах может выполняться в соответствии с уровнями планирования . В процедуре планирования низкого уровня каждому предварительному продукту, сборке, производственному материалу и промежуточному продукту присваивается код низкого уровня, номер которого идентичен номеру самого низкого уровня производства, на котором используется это изделие низкого уровня. При определении уровня планирования идентичные детали или сборки опускаются на самый нижний уровень производства.
В производственном планировании и контроле низкоуровневый код обычно определяется во время управления структурной спецификацией.
Прогноз затрат
При разработке планировки производства крайне важно спрогнозировать расходы предприятия. Вряд ли что-то достанется администрации бесплатно
Оборудование, машины, транспорт и другие мощности можно приобрести за счет инвесторов или взять в аренду на условиях владельца. Заработную плату задерживать нельзя, поэтому оплата труда также войдет в статьи расходов. Спланировать нужно будет и накладные, и непредвиденные траты. Чтобы все не выглядело мрачно, в проект производственного плана включается прогноз по выручке. Разница между плановыми показателями и будет прогнозом затрат.
Мартеновский способ
Суть данной технологии заключается в переработке чугуна и другого металлолома при применении отражательной печи. Производство различной стали в мартеновских печах можно охарактеризовать тем, что на шихту оказывается большая температура. Для подачи высокой температуры проводится сжигание различного топлива.
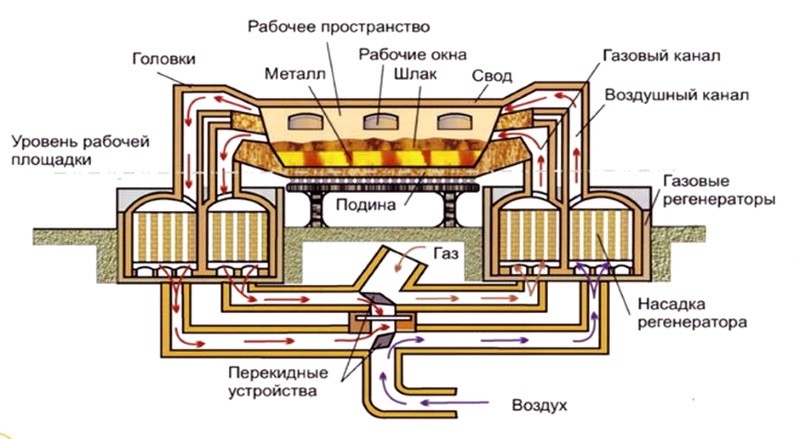
Схема мартеновской печи
Рассматривая мартеновский способ производства стали, отметим нижеприведенные моменты:
- Мартеновские печи оборудованы системой, которая обеспечивает подачу тепла и отвода продуктов горения.
- Топливо подается в камеру сгорания поочередно, то с правой, то с левой стороны. За счет этого обеспечивается образование факела, который и приводит к повышению температуры рабочей среды и ее выдерживание на протяжении длительного периода.
- На момент загрузки шихты в камеру сгорания попадает достаточно большое количество кислорода, который и необходим для окисления железа.
При получении стали мартеновским способом время выдержки шихты составляет 8-16 часов. На протяжении всего периода печь работает непрерывно. С каждым годом конструкция печи совершенствуется, что позволяет упростить процесс производства стали и получить металлы различного качества.
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
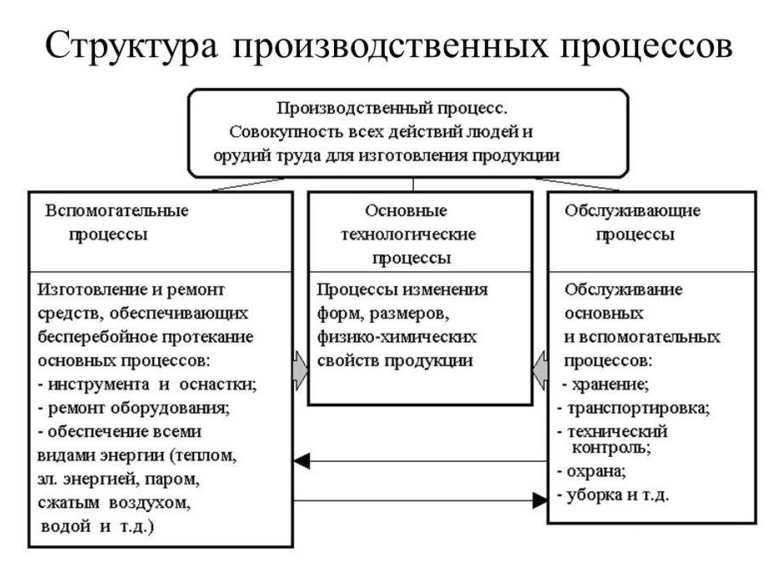
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |