Бизнес по производству стеклопластиковой арматуры
Содержание:
- Технология производства стеклопластиковой арматуры
- Описание продукции
- Оборудование и технология производства композитной базальтовой и стеклопластиковой арматуры
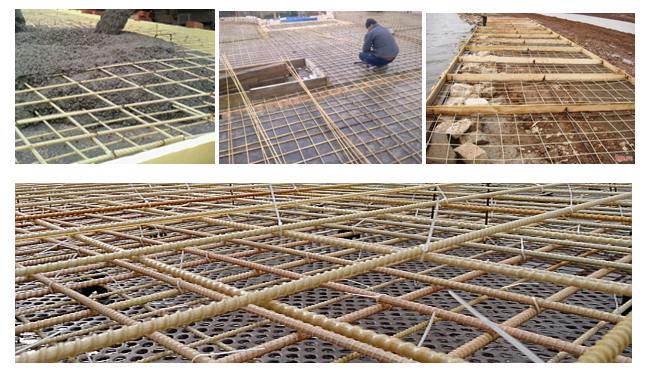
- Структура, применение стеклоарматуры
- Необходимое оборудование для производства арматуры
- Организация бизнеса
- Сколько нужно денег для старта данного бизнеса
- Крупнейшие заводы по производству арматуры композитной
- 1 Сортамент и ГОСТы
- Как производят композитную арматуру?
- Фиксаторы для крепления арматуры
- Актуальность бизнес идеи
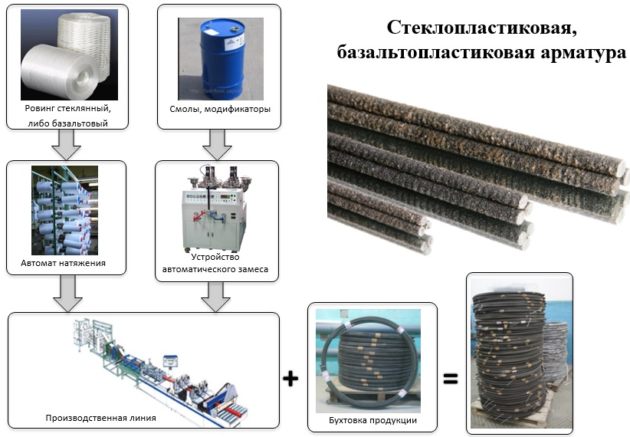
Технология производства стеклопластиковой арматуры
Производственный процесс изготовления арматуры из стеклопластика реализуется в несколько этапов. Основным материалом для изготовления арматуры является стеклоровинг. Для его изготовления расплавляется алюмобороксиликатное стекло с последующим его вытягивание в нить, толщина которой может быть от10 до 20 микрон. Ее необходимо пропитать смолой. Элементы композиции должны быть непрерывными, что является обязательным условием технологии, при выполнении которой готовое изделие обладает регламентированными прочностными параметрами. Нити в количестве 60 штук собираются в пучок, который называется стеклоровингом.

Цветные модели
На механизме натяжения его составляющие компоненты располагаются в соответствующем порядке. После чего композиция подвергается сушке и предварительному подогреву горячим воздухом. После обработки в пропиточной ванне специальным раствором, она подается в фильеру для формообразования с целью получения стержня заданного диаметра. Весь материал протягивается сквозь нагретую камеру полимеризации, после чего профилю придается ребристая поверхность на обмотчике. Толстая навивка характерна для классического продукта, а тонкая используется для продукта с песчаной посыпкой.
Подготовленная арматура обрабатывается в туннельной печи. Если изделие предполагает песочное напыление, то на входе в печь устанавливается узел с напылителем, который в ходе производственного процесса обеспечивает распределение песка по стержню. Если изготавливаемая аппаратура не предполагает таких опций, то отсек ничем не заполняется и печь запускается в холостую. Ее температурные условия ускоряют процесс полимеризации пропиточных смол. Горячий жгутовой материал помещается в охлаждающую ванну для обработки проточной водой. Готовая арматура, имеющая температуру окружающей среды, пропускается через протягивающий механизм, на выходе из которого производится ее резка в соответствии с заданными параметрами.
Описание продукции
Арматура представляет собой пропитанные полимерным связующим и впоследствии отвержденные пучки стеклянных сверхпрочных волокон. Благодаря составу, стеклопластиковая арматура:
- обладает удельной прочностью, в десять раз превышающей соответствующий показатель металлических элементов;
- не подвергается коррозии, что позволяет использовать ее в строительстве конструкций в морской воде и в непосредственной близости от нее;
- реагирует на изменения температуры так же, как бетон, предохраняя здания и сооружения от растрескивания;
- имеет срок службы до сотни лет, не наносит вреда окружающей среде;
- не токсична и не накапливает радиацию;
- не создает радиопомех, магнитного поля, наводящих токов.
Преимущества материала очевидны, но к ним нужно добавить малый вес, простоту монтажа (не требующего сварки и наличия специальной строительной техники) и экономию в цене порядка 30%. Совокупность достоинств определяют широкий спектр использования арматуры из стеклопластика:
- дорожное строительство;
- промышленное и гражданское строительство;
- крепление теплоизоляционных материалов;
- слоистая кладка при строительстве из кирпича;
- армирующие элементы;
- облицовка и несущий слой;
- водоотведение, канализация и т.д.
Оборудование и технология производства композитной базальтовой и стеклопластиковой арматуры

Сырьевые компоненты:
- Смолы;
- Обмоточный ровинг (стеклоровинг, базальтовый);
- Нить для сплетения (подойдет ровинг для обматывания);
- Спирт этиловый;
- Ацетон;
- Дициандиамид.
Стоит отметить, что желаемое сырье может значительно отличаться от обозначенного, иметь другой состав. Это не будет считаться значительным отклонением в осуществлении производственного процесса.
Базальтопластиковая (БПА) и востребованная стеклопластиковая (СПА) арматуры стали новыми возможносями в использовании на российском строительном рынке. Помимо того, применяют еще стеклопластиковый стержень наряду с базальтовым рельефом (ребром).
Соединяющими элементами являются смолы синтетического происхождения. Среди них выделяют те, которые затвердевают при реакции поликонденсации (кремнийорганические, фенолальдегидные) и не выделяют вредных веществ при затвердевании (эпоксидные, непредельные).
Самые известные полимерные смолы — полиимидные, полибензотиозолевые, полибензимидазоловые. В основном, их использование характерно соединением с другими полимерными веществами.
При использовании эпоксифенольных скрепляющих веществ стеклопластиковый каркас получается стойким к коррозийным изменениям. Чтобы улучшить арматуре электрические свойства, требуется использовать полиэфирные связующие вещества.
Рецептура изготовления стеклопластиковой арматуры на 1 кг:
- Стекложгут-ровинг (марки РБН-10-2520, РБН-10-2520-4Э) — 0,862 кг;
- Смола эпоксидная (марки ЭД-20, ЗИС-1) — 0,134 кг;
- Смола фенолформальдегидная (марка ЛБС — 1) — 0,116 кг;
- Этиловый спирт — общая масса 0,015 кг;
- Дициандиамид — не более 0,03 кг;
- Нить для сплетения (достаточно 0,01 кг);
- Раствор ацетона (норма 0,021 кг).
Композитная продукция изготавливается привычным способом, где базовым процессом всего производственного действия является подсушивание и размотка волокон, их пропитывание скрепляющими веществами и последующая их полимеризация.
Видеоматериал о производстве стеклопластиковой арматуры:
Непрерывная протяжка помогает получить неметаллическую арматуру из волокна различных типов. В этом процессе необходимо иметь в виду допустимую температуру затвердевания скрепляющих веществ и технологичность.
Недостатки композитной арматуры

На фото базальтовая арматура со стеклопластиковым эпоксидным покрытием
Есть несколько существенных недостатков материала:
- Чувствительна к ультрафиолету
- Сравнительно низкий модуль упругости, сталь в 3-4 раза превосходит «композитку» по этому показателю. Поэтому использование в строительстве затруднено: конструкция будет иметь недостаточную жесткость, основной каркас будет прогибаться и растягиваться.
- Возникновение дефектов, микротрещин после неправильной разгрузки (боится динамических воздействий)
- Плохая теплостойкость/огнестойкость
Сложность реализации состоит в более высокой цене по сравнению с металлической: потребитель предпочитает экономичные и привычные варианты, выбирая проверенную и знакомую стальную арматуру. Поэтому основной проблемой производства композитной арматуры является поиск путей снижения стоимости готовой продукции.
Материал сравнительно новый, СНИПы еще не содержат нужной информации по ее использованию, поэтому в многоэтажном строительстве применение затруднено.
Еще одно видео о проблемах и мифах об этой продукции:
Мнений противоположных масса, как заключение можно сказать, применять стеклопластиковое армирование спокойно можно в бетонной стяжке одноэтажных зданий, в стенах предпочтительнее стальная или комбинированное применение в качестве усилителя.
Структура, применение стеклоарматуры
Конструктивное исполнение данного стройматериала зависит от технологии изготовления, используемой производителем. Выпускается в форме прутков, состоящих из двух частей.
- Внутренний стержень. Параллельно расположенные или сплетенные между собой нити стекловолокна. Их крепление обеспечивается за счет пропитки полимерной смолой.
- Внешний слой. Представляет собой навивку из композитного материала.
Технические параметры:
- предел прочности при растяжении от 800 до 1000 МПа;
- модуль упругости при растяжении 45 – 50 ГПа;
- прочность при сжатии 300 МПа;
- прочность при поперечном срезе 150 МПа;
- эксплуатационная температура от -30 до 60° C.
Прочностные характеристики арматуры из стеклопластика зависят от диаметра прутка (от 4,0 до 32 мм). Благодаря широкому диапазону из СПА можно делать тонкую сетку, прочные каркасы для несущих конструкций. Стройматериал реализуется нарезанными хлыстами или в виде бухт длиной до 100 метров.

Преимущества СПА
Повышенная влажность, воздействие агрессивных сред приводят к повреждению стальной арматуры, разрушению железобетонных конструкций, дорожных покрытий, полов производственных цехов. Использование стеклопластиковой арматуры помогает избежать развития негативных последствий и увеличить сроки эксплуатации строительных объектов. СПА соответствуют всем стандартам строительной сферы.
- Она отличается высокой прочностью, долговечностью. Выдерживает испытания на разрыв, растяжение, превосходит по этим показателям традиционные металлические прутья. Срок службы стройматериала 50-80 лет.
- Благодаря высоким антикоррозионным свойствам повышенная влажность и воздействие агрессивных сред не влияют на технические характеристики стройматериала.
- Конструкции, созданные на основе СПА, хорошо сохраняют тепло за счет низкой теплопроводности.
- Шероховатое покрытие арматуры из стекловолокна обеспечивает прочное сцепление с другими стройматериалами.
- Деформация и нарушение целостности не меняют первоначальную форму конструкции.
- Диэлектрические свойства, отсутствие намагничивания учитываются при строительстве объектов.
- Упаковка в бухты уменьшает расход благодаря сокращению количества нахлестов и применения бесшовной укладки.
- Незначительный уровень упругости СПА дает возможность безопасного и быстрого погашения деформирующих вибраций.
- За счет небольшого веса снижается общая масса всей конструкции.
- Изделия отвечают всем требованиям экологической безопасности.
При использовании композитных материалов не требуется применение сварочного оборудования, устройств для резки металлов.
Металлопрокат продается по весу, а СПА реализуется погонными метрами. У людей, не знающих такой тонкости, создается обманчивое мнение, что металлические изделия обходятся дешевле.

Недостатки
Наряду с достоинствами данный вид строительного материала имеет несколько минусов:
- Смолы, связующие стекловолокно, возгораются при температуре 200° C. Нельзя использовать на промышленных объектах, в проектах которых заложен огнеупорный бетонный монолит.
- Композитные прутья имеют низкую прочность на излом. Это не позволяет согнуть их под малый радиус самостоятельно. Застройщик вынужден заказывать гнутые элементы у производителя.
- Модуль упругости СПА в 4 раза меньше чем у металлопроката.
Перечисленные недостатки необходимо предусматривать на этапе проектирования.
Где используется стеклопластиковая арматура
Области применения СПА:
- Армирование фундаментов, стяжек, стен в гражданском и производственном строительстве.
- Укрепление автомагистралей, дорог местного значения.
- Использование в качестве стержней, сеток в сооружениях из бетона.
- Возведение многослойных кирпичных стен, газосиликатных блоков.
- Строительство канализационных, мелиорационных сооружений.
- Проведение утепления зданий. СПА позволяет увеличить сцепление бетонных плит, между которыми прокладывается утеплитель.
- Реконструкция, строительство объектов с повышенной сейсмической устойчивостью.
- Возведение сооружений в портах, укрепление побережья.
- Армирование конструкций из клееной древесины.
Использование композитной арматуры актуально для конструкций, эксплуатация которых будет осуществляться в контакте с агрессивными средами.

Необходимое оборудование для производства арматуры
Центральный элемент системы изготовления стеклопластиковой арматуры – это специально разработанная для этих целей линия, или конвейер. Её составляющие включают:
- стеллажи для ровинга;
- узел пропитки стеклонити смолой;
- печь;
- обмотчик;
- бункер для финишного покрытия;
- магнезитовую печь;
- блок воздушного охлаждения;
- тянущий механизм;
- автомат резки;
- лоток для выхода готовой продукции;
- блок управления.
 Технологическая цепочка проекта
Технологическая цепочка проекта
Несмотря на быстрый темп развития отрасли, далеко не каждый поставщик может предложить оборудование, подходящее для нужд малого бизнеса. Обычно количество доступных вариантов сильно ограничивается начальными финансовыми возможностями предпринимателя.
Некоторые производители предлагают технику стоимостью от 1 до 1,7 млн рублей – этот ценовой диапазон наиболее оптимален для начинающих индивидуальных предпринимателей, так как объёмы подобного производства будут соответствовать показателям малого предприятия. В этом случае скорость изготовления стеклопластиковой арматуры будет примерно 2–4 м/мин. Оборудование, чья производительность составляет 6–12 м/мин, обойдётся в два-три раза дороже.
https://youtube.com/watch?v=k_1z56F7hM0
Организация бизнеса
Производство композитной арматуры требует внушительных затрат на организацию. Практика показывает, что мало кому удаётся создать полноценное предприятие менее чем за 3 миллиона рублей. Оборудование и сырьё стоят дорого. К тому же предпринимателю придётся предусмотреть оборотные средства на тот период, пока компания не продаст первые партии товаров.
Продуманно подойти к работе поможет бизнес-план. В него нужно включить не только расходы на открытие, но и расчёт рентабельности, цель на 6 и 12 месяцев, примерный штат сотрудников, а также — перечень потенциальных партнёров. Чем быстрее предприниматель найдёт стабильные каналы сбыта, тем быстрее предприятие выйдет на уровень чистой прибыли.
Технология производства
Изготовление композитной арматуры происходит на конвейерной линии. Вмешательство человека в работу оборудования минимально. Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем. Пропитанные нити сплетают в пучки и просушивают горячим воздухом. После сушки стеклоровинг пропитывают эпоксидной смолой.
На следующей стадии нити попадают в специальную форму для пластических веществ (фильер), где определяется диаметр будущей арматуры. Затем заготовки обматывают жгутом: он обеспечивает необходимую толщину и улучшает характеристики сцепления с бетоном.
Сформированную и обмотанную арматуру обжигают в магнезитовой туннельной печи. Там смолы полимеризуются. На завершающей стадии композитные волокна остужают до комнатной температуры в проточной воде. После этого материал фактически готов к использованию. Его нарезают по нужным размерам пилой с алмазным напылением. Срез получается точным и ровным.
Оборудование
Конвейер оборудования для изготовления композитной арматуры обойдётся в 1-1,7 миллионов рублей. Это основная часть трат на открытие предприятия. В список станков и техники входят:
- Ванна для пропитки стеклоровинга с функцией отжима.
- Фильеры (формы для пластических веществ).
- Станок для вытягивания арматуры.
- Аппарат для закручивания нитей.
- Полимеризационная печь с функцией регулирования температуры.
- Аппарат для охлаждения.
- Пила с алмазным напылением/станок для нарезки готовой арматуры.
- Аппарат для скрутки готовой арматуры.
Все станки выстраиваются в конвейер протяжённостью 15-20 метров. В дополнение к этому оборудованию потребуется приобрести погрузчики, весы, стеллажи для сырья и готовой продукции. Такого комплекта будет достаточно для производства в рамках малого предприятия.

Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем
Требования к помещению
Так как конвейер станков для изготовления арматуры из стеклопластика занимает минимум 15 метров длину и около полуметра в ширину, помещение должно иметь подходящую протяжённость. Размещение оборудования должно быть комфортным для рабочих. Поэтому площадь помещения не может быть менее 200 квадратных метров. Цех разделяется на 3 зоны: рабочее пространство, склад, комната для персонала.
Пол помещения должен быть ровным, без перепадов высот (в крайнем случае не более 5 сантиметров). Высота потолков от 2,5 метров. Изготовление композитной арматуры требует поддержания стабильного температурного режима на уровне 16-18 градусов, поэтому желательно наличие специальной системы регулирования тепла. Хорошее освещение гарантирует качественную работу, не стоит игнорировать эту характеристику. Не получится обойтись и без мощной вентиляции (с оттоком воздуха не менее 250 литров воздуха в минуту). Местоположение цеха не имеет большого значения, можно разместить его на окраине или за чертой города.
Сырье
Какие необходимы материалы для производства композитной арматуры? Основой является стеклоровинг — нити из расплавленного алюмоборосиликатного стекла диаметром от 10 микрон. При изготовлении арматуры волокна поставляют большими герметично упакованными бобинами. Их перевозят при температуре на превышающей 35 градусов и при уровне влажности не более 70%.
Второй ключевой компонент — это эпоксидная смола. Это бесцветная или светло-жёлтая тягучая жидкость, по консистенции напоминающая мёд, используется при первичной обработке ровинга. Она придают будущей арматуре устойчивость к агрессивным средам.
Кроме этих двух компонентов для производства композитной арматуры необходимы:
- сплёточная нить;
- спирт;
- ацетон;
- дициандиамид.
Сколько нужно денег для старта данного бизнеса
При планировании открытия цеха или мини-завода по производству арматурных прутьев из стекловолокна следует учитывать, что этот бизнес требует первоначальных материальных затрат, и предпринимателям, не обладающим достаточными денежными суммами для своевременного вложения их в начало производства, лучше подыскать более бюджетный вариант производственной деятельности. Просчитать предварительные капиталовложения можно, отталкиваясь от конкретных условий и имеющегося имущества и оборудования у индивидуально взятого субъекта предпринимательской деятельности. Ориентировочные затраты будут складываться из следующих расходных статей:
- Покупка или аренда земельного участка, на котором предполагается разместить производство (стоимость зависит от местоположения и размеров территории).
- Расходы на заготовку исходного сырья (от 300 тыс. рублей в расчете на минимальный выпуск продукции).
- Затраты на регистрацию предприятия и организационную деятельность – 20-50 тыс. рублей.
- Транспортные и коммунальные расходы (от 100 тыс. рублей).
- Закупка и монтаж комплексной линии по выпуску стеклопластиковой аппаратуры (цена колеблется в зависимости от изменений валютного курса, марки производителей агрегатов и станков и состояния аппаратов. По приблизительной оценке, стоимость одной линии составляет от 800 тыс. до 1,5 млн. рублей).
- Затраты на строительство или аренду производственного помещения (от 50 тыс. рублей).
- Ремонт или переоборудование цеха в соответствии с требованиями и нормами безопасности (зависит от состояния имеющегося помещения, в среднем обходится в 200-300 тыс. рублей).
- Фонд заработной платы работникам (просчитывается обязательный размер оплаты труда, вне зависимости от начала получения прибыли на первом этапе деятельности – 200-300 тыс. рублей).
- Резервный запас материальных средств на непредвиденные расходы – от 50 тыс. рублей.
Список предполагаемых затрат может быть весьма велик. И задачей любого бизнесмена выступает необходимость самостоятельно либо с привлечением сторонних специалистов просчитать все возможные расходные потоки – как до начала получения прибыли от изготовления продукции, так и в процессе повышения оборотов собственного дела. Начинать производство целесообразно, обладая первоначальным капиталом от 1,5-2 млн. рублей, эта сумма минимальна для инвестирования в бизнес.
Крупнейшие заводы по производству арматуры композитной
Заводы по изготовлению или производству арматуры композитной находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить арматура композитная оптом
изделия из прочих стекловолокон (включая стекловату)
-
ООО НПК АРМАСТЕК —
АРМАТУРА КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАСТЕК МАРКИ АКС ТУ ПРЕДСТАВЛЯЕТ СОБОЙ СТЕРЖНИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ИЗГОТОВЛЕННЫЕ ИЗ СТЕКЛОВОЛОКОННОГО КОМПОЗИТНОГО МАТЕРИАЛА СОСТОЯЩЕГО ИЗ АРМИРУЮЩЕГО СТЕКЛЯННОГО ВОЛОКНА СТЕКЛ -
ООО КОМПАРМ —
АРМАТУРА КОМПОЗИТНАЯ ПОЛИМЕРНАЯ СТЕКЛОПЛАСТИКОВАЯ НЕМЕТАЛЛИЧЕСКАЯ АРМАТУРА ВЫПУСКАЕТСЯ В ВИДЕ СТЕРЖНЕВОЙ СО СПИРАЛЬНОЙ РЕЛЬЕФНОСТЬЮ ЛЮБОЙ СТРОИТЕЛЬНОЙ ДЛИНЫ ИЗ СТЕКЛЯННЫХ ВОЛОКОН ПРОПИТАННЫХ ХИМИЧЕСКИ СТОЙКИМ ПОЛИМЕРОМ СОСТАВ РОВИНГ И КОМПАУНДП -
ООО МОСКОВСКИЙ ЗАВОД КОМПОЗИТНЫХ МАТЕРИАЛОВ —
АРМАТУРА СТЕКЛОПЛАСТИКОВАЯ КОМПОЗИТНАЯ ПОЛИМЕРНАЯ АКП ПРЕДСТАВЛЯЕТ СОБОЙ ПОЛИМЕРНЫЕ СТЕРЖНИ СПИРАЛЕВИДНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ АРМИРОВАННЫЕ СТЕКЛОВОЛОКНОМ ДЛИНА СТЕРЖНЯ М ВСЕГО М ПРИМЕНЯЕТСЯ В СТРОИТЕЛЬСТВЕ ДЛЯ УКРЕПЛЕНИЯ Б -
ООО СПЕЦИАЛЬНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ —
АРМАТУРА КОМПОЗИТНАЯСПЕЦКОМПОЗИТДИАМЕТРОМ ММ М АРМАТУРА КОМПОЗИТНАЯСПЕЦКОМПОЗИТДИАМЕТРОМ ММ М АРМАТУРА КОМПОЗИТНАЯСПЕЦКОМПОЗИТДИАМЕТРОМ ММ М АРМАТУРА КОМПОЗИТНАЯСПЕЦКОМПОЗИТДИАМЕТРОМ ММ М ПРЕДСТАВЛЯЕТ СОБОЙ СТЕРЖНИ ВЫС
Изготовитель детали строительные из пластмасс
-
ООО НПК АРМАСТЕК ЛИПЕЦК —
АРМАТУРА КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АКС АРМАСТЕК В БУХТАХ ДИАМЕТРОМ ММ ММ ММ ММ ММ БУХТА М ХЛЫСТЫ В СВЯЗКАХ ДИАМЕТРОМ ММ ММ ММ ХЛЫСТ ДЛИНОЙ М В СВЯЗКЕ ХЛЫСТОВ ВСЕГО М КОД ОКП ИЗГОТОВЛЕНА ИЗ -
ИП ПЕТРУШЕНКО СТАНИСЛАВ СТАНИСЛАВОВИЧ —
АРМАТУРА СТЕРЖНИ ИЗ СТЕКЛОПЛАСТИКА КОМПОЗИТНАЯ ЭПОКСИДНАЯ СМОЛА И СТЕКЛОВОЛОКНО ДЛЯ АРМИРОВАНИЯ КОНСТРУКЦИЙ ИЗ БЕТОНА МАРКА АСП ПМ МАРКА АСП ПММАРКА АСП ПМ МАРКА АСП ПММАРКА АСП ЗЕЛЕНАЯ
Поставщики Прочая арматура изолирующая для электрических машин
ООО НПК ПЛАСТРОН-КО —
АРМАТУРА ИЗОЛИРУЮЩАЯ ИЗ ПЛАСТМАСС КОМПЛЕКТ НАКЛАДОК КОМПОЗИТНЫХ В КОЛВЕ КОМПЛЕКТОВ В СВЯЗКАХ МЕШКОВ ШТУК БЕЗ УПАКОВКИ
Крупнейшие производители Машины и механические приспособления
ООО АФИНА —
ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ТЛКА КОМПЛЕКТ ПРЕДНАЗНАЧЕНА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ ИЗ СТЕКЛОРОВИНГА И БАЗАЛЬТОВОГО РОВИНГА ПРИМЕНЯЕМОЙ В КАЧЕСТВЕ АРМИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ВЫПОЛНЕНИЯ СТРОИТЕЛЬНЫХ РАБОТ
Экспортеры машины
ООО КНУПО УРАЛЬСКАЯ АРМИРУЮЩАЯ КОМПАНИЯ —
ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ ЛИАНА ТИП ДИАМЕТРЫ ММ ПРОИЗВОДИТЕЛЬНОСТЬ ДО МЧАС ЛППА ПС ЛППА ПС ЛИНИЯ ПРЕДНАЗНАЧЕНА ДЛЯ ПРОИЗВОДСТВА НЕМЕТАЛЛИЧЕСКОЙ СМ ДОПОЛ НЕН
1 Сортамент и ГОСТы
Неметаллическая композитная арматура разрабатывалась еще в СССР в 60-х годах, однако серийное производство материала так и не было налажено ввиду тогдашней дороговизны стеклопластика. Тем не менее, при строительстве нескольких крупных объектов композитная арматура использовалась, среди которых — линии электропередач в Батуми, Москве и мосты в Хабаровске.
На сегодняшний день не существует стандарта ГОСТ с техническими требованиями к данному материалу (проект находится в разработке). Основным нормативным актом является СНиП №52-01-2003 «Композитная арматура», согласно которому стекловолоконные изделия можно использовать в строительстве в качестве замены металлопрокату. Каждый из производителей имеет ТУ на свою продукцию, вместе с которой поставляются протоколы испытаний и сертификаты допуска.

Диаметры композитной арматуры
Композитная арматура производится в диапазоне диаметров 4-20 мм. Профиль стержней может быть рифленым либо гладким. В зависимости от материала изготовления выделяют следующие виды неметаллических изделий:
- АСП — стеклопластиковая арматура, производится из стекловолокна, связанного слоем синтетической смолы;
- АБП — базальтопластиковые изделия, в который стекловолоконная сердцевина заменена расплавом из базальтовых волокон;
- АСПЭТ — изделия из стекловолокна и полимерного термопласта;
- АУП — углепластиковая арматура.
Наиболее распространены в строительстве АСП и АБП, углепластиковая арматура используется реже из-за меньшей механической прочности материала.
1.1 Сферы применения
Применение с.п. арматуры в строительстве практикуется при возведении жилых, общественных и промышленных сооружений, а также малоэтажных зданий, где АСП используется для:
- армирования железобетонных конструкций (стен и плит перекрытия);
- ремонта поверхностей объектов из кирпича и железобетона;
- послойной кладки стен по технологии гибких связей;
- армирования фундаментов всех типов (плитных, ленточных, столбчатых);
- армирования полов и стяжек;
- укрепления стен и газобетонных блоков и монтаж монолитных армопоясов.
Армирование фундамента стеклопластиковой арматурой
Распространено применение с.п. арматуры и в сфере дорожного и железнодорожного строительства, в которых АСП применяется:
- при обустройстве насыпей и дорожных покрытий;
- при укреплении откосов дорог;
- при строительстве мостов;
- при укреплении береговых линий.
Арматура композитная полимерная для армирования бетонных конструкций отличается полной устойчивостью к коррозии и химически агрессивным веществам, что значительно расширяет сферу ее применения.
1.2 Преимущества АСП
Композитная арматура имеет следующие эксплуатационные преимущества:
- Материал классифицируется по первой группе химической стойкости, его можно использовать в кислотах и щелочных средах.
- Стеклопластиковая (далее — с.п.) арматура (АСП) имеет в 3 раза большую прочность на разрыв, чем стальная. Это позволяет использовать при строительстве изделия меньшего диаметра.
- Вес АСП в 4 раза меньше, чем у металлопроката — с.п. арматура имеет плотность 1.9 кг/м3, металлическая — 7.9 кг/м3.
- Композитная арматура для фундамента стоит на 50-60% дешевле, чем металлопрокат с аналогичными эксплуатационными характеристиками.
-
АСП отличается удобством транспортировки без необходимости привлечения грузовых автомобилей — прутки диаметром до 10мм поставляются в бухтах произвольной длины, стометровая бухта стержней 8 мм весит около 7.5 кг.
- АСП обладает низкой теплопроводностью, она не образует мостиков холода в кладке из газобетонных блоков либо внутри железобетонной конструкции.
- С.п. арматура для фундамента является диэлектриком, они не проводит электричество и не подвергается коррозии под воздействием блуждающих токов.
- Срок эксплуатации АСП превышает 80 лет.
Недостатки с.п. арматуры – низкий модуль упругости (в 4 раза меньше, чем у стальной), что ограничивает возможность ее применения при вертикальном армировании, склонность к потере прочности при нагреве выше 600 градусов. Учитывайте, что композитная арматура не подлежит гибке в условиях строительной площадки — при необходимости использования гнутых элементов необходимо заказывать их отдельно у производителя.
Как производят композитную арматуру?
Начнем с того, что термин «композитная арматура» объединяет в себе все виды неметаллической арматуры, произведенной на базе разного типа волокон, которые используются как армирующая основа прута. Волокна, из которых производят арматуру, могут быть следующие:
- 1. базальтовое волокно;
- 2. стеклянное волокно;
- 3. арамидное волокно.
- 4. углеродное волокно.
Таким образом, виды композитной арматуры, в зависимости от применимых волокон, следующие:
1. Базальтопластиковая арматура, обычно черного цвета (АБП);

2. Стеклопластиковая арматура, светло-желтого цвета, однако благодаря красящим добавкам, цветовая гамма широкая (АСП);

3. Арамидная арматура;

4. Углепластиковая арматура;

5. Комбинированная арматура (на основе волокон разных типов).
Любая композитная арматура производиться на одном и том же оборудовании, технология также не отличается. Разница лишь в типе волокон. В настоящее время существует несколько методов производства:
1. Пучок волокон, предварительно сформировав пруток – основной стержень арматуры, пропитывают эпоксидной смолой и вытягивают. Затем пучок волокон протягивают валами, одновременно наматывая на него жгут, сделанный из тех же волокон с применением смол. Жгут в данном процессе выполняет две задачи – плотно прижимает волокна стержня, и служит ребрами арматуры, которые улучшат в будущем адгезию арматуры и бетона. После этого арматура проходит этап сушки в печи, и вот, арматура готова. Этот метод является самым старым, им пользуются почти все российские производители пластиковой арматуры.
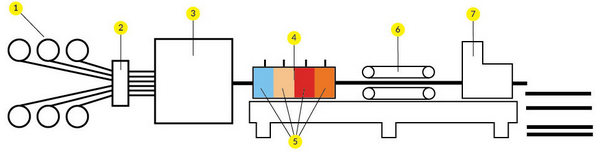
1.Система подачи волокна (стекловолокно, углеволокно, базальтовое волокно)
2.Полимерная ванна (полиэфирные, эпоксидные смолы)
3. Преформовочное устройство
4.Фильера
5.Зоны нагрева/охлаждения фильеры
6.Тянущая машина
7.Отрезная машина
2. Второй метод отличается от первого лишь тем, что жгут наматывают на стержень с очень сильным усилием, он буквально вдавливается в основной пруток, в результате чего ребра формируются из волокон самого стержня. Такая арматура более долговечная, чем произведенная первым методом, поскольку риска отваливания ребер нет. Однако найти подобную арматуру российского производства почти невозможно, так как большинство пользуется первым методом.
3. Третий метод также похож на первый, однако стягивающий жгут здесь не формирует ребра, а только лишь стягивает волокна прутка до момента полимеризации в печи. Для сцепки с бетоном на арматуру наносят слой абразива – кварцевый песок. Такой вид арматуры имеет самую плохую сцепку с бетоном, и ко всему – самый маленький срок службы. Дело в том, что эпоксидная смола довольно быстро разрушается в щелочной среде бетона, а полиэфирные смолы, которые не боятся щелоча, крайне редко применяются производителями в России.
4. Наконец, арматура, изготовленная методом «пултрузии». При этом волокна формируются в стержень, пропитываются полимерными смолами, протягиваются через фильеры с разным сечением, расположенных по убыванию. Такой метод позволяет формировать периодический рельеф (ребра) с высокой точностью, благодаря чему их можно использовать как резьбу (например, как стяжной винт для опалубки, со стеклопластиковой или стальной гайкой). Арматура, произведенная таким способом, отличается высоким качеством, долговечностью и высокой ценой. Кроме того, в России такая арматура почти не производится.
Если поискать, то в продаже можно найти уж совсем непривычный материал – композитную арматуру с внутренней полостью
Несмотря на свою экзотичность, арматура-трубочка заслуживает внимание – ведь благодаря полости увеличивается диаметр, и при одинаковом количестве волокон, арматура с полостью имеет большую площадь соприкосновения с бетоном, а значит и лучшую адгезию
Фиксаторы для крепления арматуры
Фиксаторы пластиковые в зависимости от назначения могут иметь определенную форму и конфигурацию. Различают фиксаторы нескольких типов:
• горизонтальные
• вертикальные.

Фиксаторы горизонтального типа предназначены для бетонных плит и перекрытий. Устанавливают такие фиксаторы исключительно на твердое основание. Горизонтальные фиксаторы имеют характерную конфигурацию: «елочка», «треугольник», «стульчик». Горизонтальные фиксаторы способны обеспечить защитный слой высотой от 25 до 50 мм.

Фиксаторы вертикальные используют для вертикальных плоскостей, в основном это стеновые поверхности. Имеют конфигурацию в виде «звездочки». Вертикальные фиксаторы обеспечивают толщину защитного слоя от 15 до 45 см.

Для опалубки используют фиксаторы толщины монолитного слоя. Конфигурация таких фиксаторов – «пробка» и «конус». Для удобства монтажа фиксаторы изготавливают совместно с трубкой ПВХ и предназначены для технологических отверстий.

Имеется возможность использования фиксаторов данного типа при прокладке каналов коммуникации.
Крепеж пластиковый арматуры прост для выполнения своими руками. Как осуществляется крепеж показано в этом видео.
Актуальность бизнес идеи
Строительный рынок, как и рынок стройматериалов, можно с полной уверенностью отнести к самой развивающейся и перспективной отрасли экономики. В связи с этим, производство и реализация строительных материалов всегда пользуется спросом. В том числе и новый для этого рынка продукт — композитная стеклопластиковая арматура
Предпочтительным является использование их в химически напряженные структурах, структуры практически без покровного слоя бетона в структурах с возникновением паразитных токов, и в структурах, в которых нежелательные тепловых мостиках, экранирующие электромагнитные волны и тому подобные. Сборные композиты интенсивно занимались инновациями химического состава и нововведения в технологии производства этих армирующих балок. Обычно доступные конкурентные продукты достигают либо высокой прочности, либо консистенции с бетоном.
Как правило, высокие значения не достигаются по всем характеристикам. Подкрепления стержней могут быть снабжены прямыми или формованными или завязаны в сетку и, как уже упоминалось, могут быть предварительно загружены. Инновации существующего ассортимента Инновации в составе материала и технологиях производства достигли непревзойденных прочностных характеристик и модуля прочности на растяжение и сцепления с бетоном и значений максимального смещения по когезионности между ними
В то же время максимальное внимание уделяется составу материала для обеспечения высокого срока службы арматуры
— В чем же преимущество этой бизнес идеи?